

貴公司向常州市海寶焊割有限公司(甲方) 擬訂購焊接機器人自動化焊接工作站。 用于料斗等工件的自動化焊接工作。由甲方進行設(shè)備的設(shè)計、制造、安裝和調(diào)試,設(shè)備驗收合格后一次性 交付乙方使用。經(jīng)雙方友好協(xié)商,現(xiàn)擬定技術(shù)方案如下。
一、系統(tǒng)概要
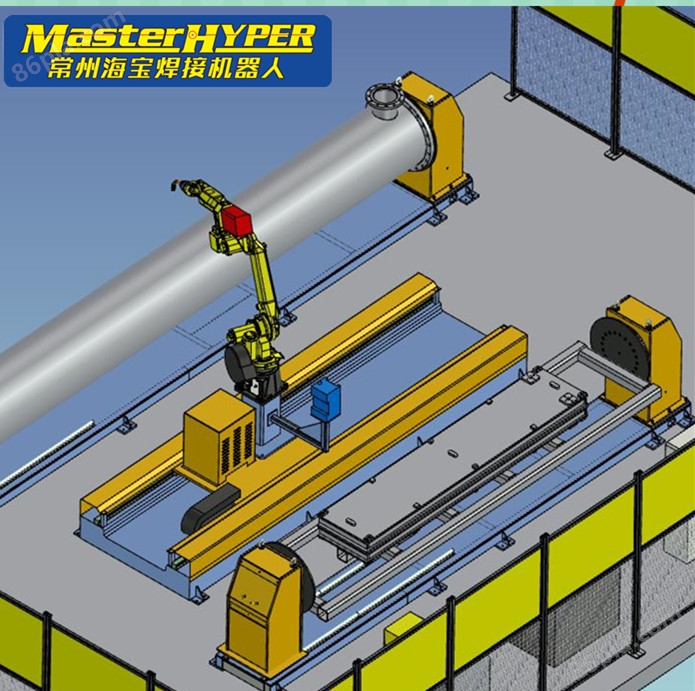
本機器人焊接系統(tǒng)由一臺 FANUC M-10ia/8L機器人運動半徑為2038mm,兩套機器人外部軸翻轉(zhuǎn)變位機,一套4米長度的機器人行走地軌,機械夾緊定位工裝,FANUC PM500焊接系統(tǒng),焊槍清槍裝置,賓采爾焊槍套件,安全防護及電氣控制系統(tǒng)等組成。每臺工作站可協(xié)調(diào)聯(lián)動的總軸數(shù)為8軸,機器人安裝,安全、可靠。可以滿足長度3米的結(jié)構(gòu)件,長度500mm-5500mm以內(nèi)。管直徑50-630mm內(nèi)的管法蘭焊接。
一、系統(tǒng)方案圖


五、供貨范圍
序號 | 部件 | 名稱 | 單位 | 數(shù)量 | 備注 |
1 |
機器 人系 統(tǒng) | M-10ia/8L機器人本體; | 套 |
1 |
FANUC |
R-30iB 控制器 B-CAB 型柜及控制電纜; | 套 | ||||
弧焊軟件包,焊縫尋位,電弧跟蹤等功能; | 套 | ||||
彩色示教器及 20m 柔性電纜; | 套 | ||||
2臺機器人外部軸翻轉(zhuǎn)變位機+4米行走地軌 | 套 | ||||
2 |
焊接 系統(tǒng) | FANUC PM500專用氣保焊電源 | 套 |
1 |
FANUC |
外置送絲機 VR11000; | 套 | ||||
保護氣檢測開關(guān),減壓閥,流量計; | 套 | ||||
氣管,控制電纜; | 套 | ||||
送絲桶裝附件等。 | 套 | ||||
3 |
焊槍 套件 | 賓采爾500焊槍,機器人中空手腕 | 套 |
1 |
賓采爾 |
安裝模塊及夾絲機構(gòu); | 套 | ||||
焊槍槍纜,槍纜支架及附件等。 | 套 | ||||
鎖緊氣缸,電磁閥,氣管,接頭; | 套 | ||||
4 |
電氣 控制 及安 全防 護系 統(tǒng) | PMC 軟件編程; | 套 |
1 |
Master Hyper |
電氣控制柜,控制電纜及線槽; | 套 | ||||
控制柜弧焊軟件包 | 套
| ||||
三色報警燈,蜂鳴器雙重報警裝置; | 套 | ||||
電氣防護架及附件等。 | 套 | ||||
5 |
系統(tǒng) 集成 | 包裝、運輸及保險。 | 次 | 1 |
Master Hyper |
安裝、調(diào)試及驗收。 | 次 | 1 | |||
培訓(xùn)至少三位員工能夠獨立操作機器人 | 次 | 1 |
4.操作流程:
操作人員按我司提供《作業(yè)指導(dǎo)書》進行機器人工作站的操作,詳細操作說明請見《作業(yè)指導(dǎo)書》。
4.1 首先,操作人員將工件吊裝至一號工位變位機工裝夾具上。
4.2操作人員在機器人系統(tǒng)一元化操作盒上啟動機器人焊接工件(旋轉(zhuǎn)變位機與機器人協(xié)同作業(yè)),此時將工件裝到二號工位上。
4.3 一號工位工件焊接完成,機器人復(fù)位。機器人系統(tǒng)可以實現(xiàn)一次裝夾,全部焊接完成工件,
4.4機器人開始二號工位焊接,操作人員裝卸下一號工位工件,并將新工件裝到一號工位。
















