

伺服變位機是用來拖動待焊工件,使其待焊焊縫運動至理想位置進行施焊作業的設備。一般說來,生產焊接操作機、滾輪架、焊接系統及其他焊接設備的廠家,大都生產伺服變位機。
伺服變位機產品用途
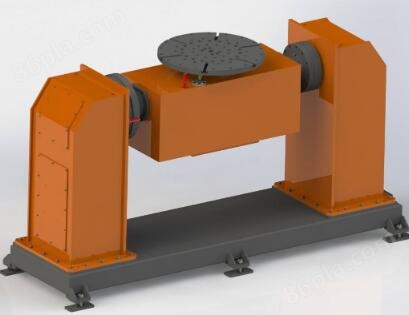
伺服變位機是一種通用以實現環縫焊接為主的焊接設備。可配用氬弧焊機(填絲或不填絲)、熔化極氣體保護焊機 (C02/MAG/MIG焊機)、等離子焊機等焊機電源并可與其它機組成自動焊接系統。該產品主要由旋轉機頭、變位機構以及控制器組成。旋轉機頭轉速可調,具有獨立調速電路,撥碼開關直接預置焊縫長度。傾斜角度可根據需要調節。焊槍可氣動升降。

伺服變位機技術要求
1、回轉驅動
(1)回轉驅動應實現無級調速,并可逆轉。
(2)在回轉速度范圍內,承受較大載荷時轉速波動不超過5%。
2、傾斜驅動
(1)傾斜驅動應平穩,在大負荷下不抖動,整機不得傾覆。大負荷Q超過25kg的,應具有動力驅動功能。
(2)應設有限位裝置,控制傾斜角度,并有角度指示標志。
(3)傾斜機構要具有自鎖功能,在大負荷下不滑動,**可靠。

3、其他
(1)變位機控制部分應設有供自動焊用的聯動接口。
(2)變位機應設有導電裝置,以免焊接電流通過軸承、齒輪等傳動部位。導電裝置的電阻不應超過1mΩ,其容量應滿足焊接額定電流的要求。
(3)電氣設備應符合GB/T 4064的有關規定。
(4)工作臺的結構應便于裝卡工件或安裝卡具,也可與用戶協商確定其結構形式。
(5)大負荷與偏心距及重心距之間的關系,應在變位機使用說明書中說明。

伺服變位機選型要求
①根據焊接結構件的結構特點選擇合適的焊接變位機。如:裝載機后車架、壓路機機架可用雙立柱單回轉模式,裝載機的前車架可選L型雙回轉式,裝載機鏟斗焊接變位機可設計成C型雙回轉式,挖掘機車架、大臂等可用雙座式頭尾雙回轉型式,對于一些小總成焊接件可選取現今市場上已系列化生產的座式通用變位機。
②根據手工焊接作業的情況,所選的焊接變位機能把被焊工件的任意一條焊縫轉到平焊或船焊位置,避免立焊和仰焊,保證焊接質量。
③選擇開敞性好,容易操作,結構緊湊占地面積小的焊接變位機,工人操作高度盡量低,**可靠。工裝設計要考慮工件裝卡簡單方便。
④工程機械大型的焊接結構件變位機的焊接操作高度很高,工人可通過墊高的方式進行焊接。焊接登高梯的選取直接影響焊接變位機的使用,視高度情況可用小型固定式登高梯、三維或兩維機械電控自動移動式焊接升降臺。
















