











一、噴丸是以金屬彈丸,利用壓縮空氣或機械離心力為動力和摩擦力來出去金屬銹蝕的方法。彈丸直徑在0.2-0.5mm之間,壓縮空氣壓力為0.2-0.6Mpa,噴流與表面角度為30°-90°左右。噴嘴用T7或T8工具鋼制成并淬火至硬度50-55HRC,每個噴嘴使用期限為15-20天。噴丸是用來清除厚度不小于2mm的或不要求保持準確尺寸及輪廓的中大型金屬制品及鑄鍛件上的氧化皮、鐵銹、型砂及舊漆膜。是表面涂(鍍)覆前的一種清理方法。廣泛用于大型造船廠、重型機械廠、汽車廠等。用噴丸進行表面處理,打擊力大,清理效果明顯。但噴丸對“騫ぜ”的處理,容易使工件變形,且鋼丸打擊到工件表面(無論拋丸或噴丸)使金屬基材產(chǎn)生變形,由于Fe3O4和Fe2O3沒有塑性,破碎后剝離,而油膜和基材一同變形,所以對帶有油污的工件,拋丸、噴丸無法*清除油污。
- 噴砂也是一種機械清理方式,但噴砂不是噴丸,噴砂用的是砂粒如石英砂,噴丸用的是金屬彈丸。在現(xiàn)有的工件表面處理方法中,清理效果還數(shù)噴砂處理。噴砂適用于工件表面要求較高的清理。
- 拋丸是利用高速旋轉(zhuǎn)的葉輪把小鋼丸或小鐵丸拋擲出去高速撞擊零件表面,故可以除去零件表面的氧化層。同時鋼丸或鐵丸高速撞擊零件表面,造成零件表面的晶格扭曲變形,使表面硬度增高,是對零件表面進行清理的一種方法,拋丸常用來鑄件表面的清理或者對零件表面進行強化處理。一般拋丸用于規(guī)則形狀等,效率高,污染小。
補充:
- 拋丸和噴砂都是表面處理,但不是說只有鑄件才拋丸
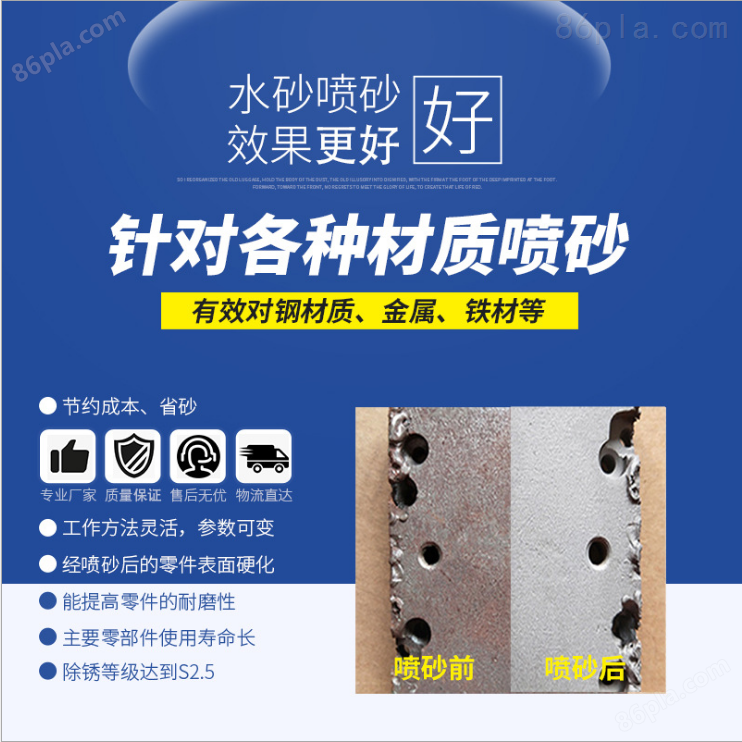
- 噴砂主要功能是表面除銹,除氧化皮等,比如熱處理后的零件,消除零件內(nèi)應力,減少熱處理后零件變形,提高零件表面耐磨、受壓能力等
- 用于噴丸的工藝有很多,例如鑄件、鍛件、機加工后零件表處、零件熱處理后表處等
- 拋丸所用的鋼丸和鐵丸其實并不是真正意義上的丸,準確的說他是小鋼絲或小鋼棍,只是使用了一段時間后才看起來像丸子,所謂噴砂的砂就是河砂,和建筑用的沒什么區(qū)別,只是噴砂用的經(jīng)過過篩,含泥少、顆粒大小規(guī)格差不多。當然有的行業(yè)也有不同,如船舶行業(yè)的拋丸用的是真正的鋼丸,噴砂用的金屬礦砂(石英砂)














