
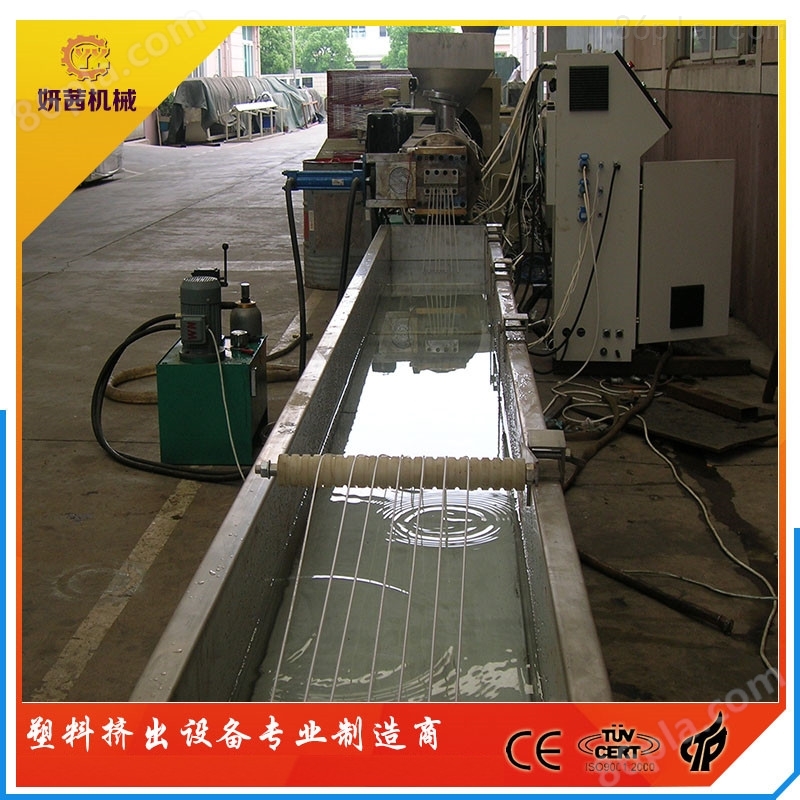

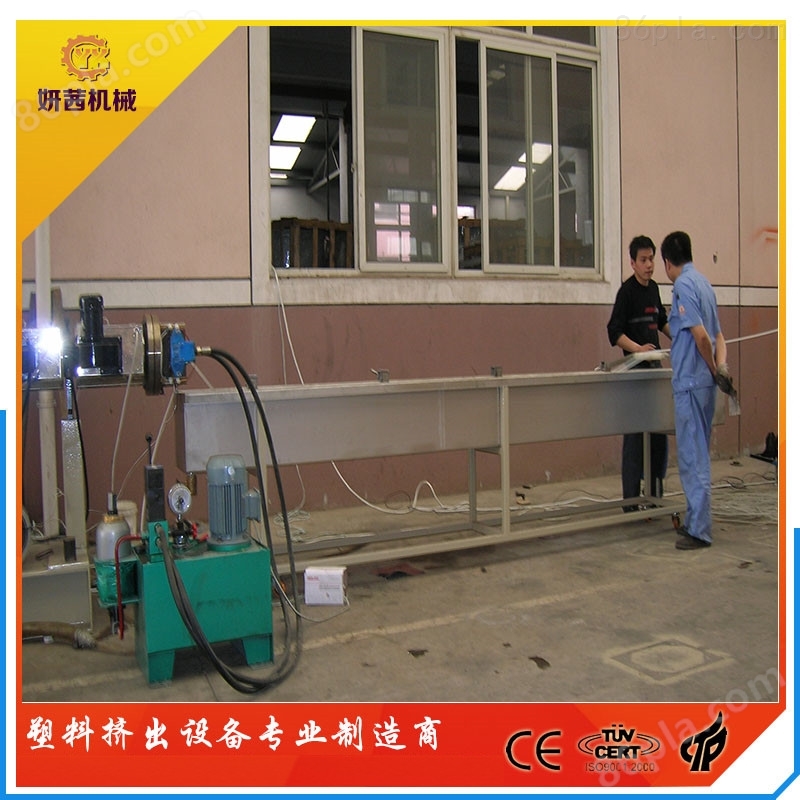






新型高效-單螺桿塑料造粒機(jī)由塑料擠出機(jī)、冷卻水槽、吹干機(jī)、切粒機(jī)、振動(dòng)篩五個(gè)單元組成,總長約12米,適用于PVC、PP、PE、ABS、PS等及其他工程塑料造粒。設(shè)備可針對(duì)用戶的不同需求,采用相應(yīng)的特殊螺桿設(shè)計(jì)及不同配置。廣泛適用生產(chǎn)PS、ABS、PC、POM、PA、PP、PE、PVC、EVA、PET、APET、PETG等多種塑料的混色和再生造粒。 高扭矩、硬齒面減速箱,確保運(yùn)行穩(wěn)定、無噪音。螺桿、機(jī)筒特殊硬化的表面處理,具有良好的混煉性能及耐磨性,特殊的排氣 性能設(shè)計(jì)能有效排除水氣、廢氣,使出料膠粒更加穩(wěn)定、堅(jiān)實(shí),確保膠粒的優(yōu)良質(zhì)量。
新型高效-單螺桿塑料造粒機(jī)

| 主要技術(shù)參數(shù): | |||
| 參數(shù)型號(hào) | SJ-65 | SJ-90 | SJ-120 |
| 螺桿轉(zhuǎn)速(rpm) | 10-80 | 10-70 | 10-70 |
| 長徑比L/D | 25:1;30:1 | 25:1;30:1 | 25:1;30:1 |
| 顆粒規(guī)格 (mm) | 3×3 | 3×3 | 3×3 |
| zui高產(chǎn)量(kg/h) | 80 | 150 | 220 |
| 機(jī)組重量(kg) | 2850 | 3500 | 4200 |
| 牽引方式 | 膠輥 | 膠輥 | 膠輥 |
操作說明
①認(rèn)真做好交接班。本班次生產(chǎn)中設(shè)備出現(xiàn)的問題及解決辦法,接班后對(duì)設(shè)備某部位應(yīng)注意觀察。本班次的產(chǎn)量和質(zhì)量情況、注意事項(xiàng),及生產(chǎn)工具交接清點(diǎn),做好記錄。
②接班后認(rèn)真查看。產(chǎn)品質(zhì)量,設(shè)備運(yùn)轉(zhuǎn)部位的軸承、齒輪、電機(jī)和潤滑油溫度是否在規(guī)定溫度內(nèi)。潤滑油供油位置是否正確。
③仔細(xì)聽螺桿的轉(zhuǎn)動(dòng)聲音及各傳動(dòng)零件運(yùn)轉(zhuǎn)聲音是否正常。
④核實(shí)機(jī)筒、機(jī)頭模具各部位溫度是否在工藝溫度范圍內(nèi),冷卻水溫是否在規(guī)定范圍。
⑤查看原料是否有雜物,料斗存料量,料斗周圍不許有任何工具和雜物存放,避免落入料斗造成事故。
⑥遇到突然停電時(shí),立即關(guān)閉主電機(jī)、電熱和供料系統(tǒng)開關(guān)。各調(diào)速旋鈕調(diào)回零位。恢復(fù)供電時(shí),先機(jī)筒和機(jī)頭模具加熱升溫。升溫到工藝溫度時(shí),恒溫30min以上時(shí)間,再啟動(dòng)螺桿轉(zhuǎn)動(dòng)電機(jī)。查看主電機(jī)的電流表和螺桿轉(zhuǎn)數(shù),如電流表指針擺動(dòng)超出額定電流時(shí),應(yīng)立即停車,查找原因(可能機(jī)筒料溫低),問題解決后再開車。
⑦如果暫時(shí)停止生產(chǎn),對(duì)于擠塑聚烯烴類原料,不用清理擠出機(jī)內(nèi)原料。對(duì)于擠塑聚氯乙烯原料,則必須清理螺桿和機(jī)筒中原料。清理時(shí)可加入一些不易分解的物料,把聚氯乙烯余料全部頂出。再拆下螺桿,清理涂防銹油,包好垂直吊放。清理螺桿和機(jī)筒時(shí),要用銅質(zhì)刀和工具。不準(zhǔn)用硬質(zhì)刀刮粘料,避免劃傷螺桿機(jī)筒。












