產品介紹
20k大功率加強型超聲波金屬焊接機 2000w,3000W,4200W,
品牌/型號:美斯特(MXTER)具體根據金屬產品而定
用途:焊接銅片、銅線、鋁片、鋁線、銅端子、銅箔、鋁箔、多層、單層、銀、鎳片、(只限于軟金屬間的點焊) 
產品別名:大功率超聲波金屬焊機
焊接厚度:0.1-0.3mm厚,銅端子銅線與銅片之間的焊接取決于線的橫截面積,不計算銅片的厚度。 
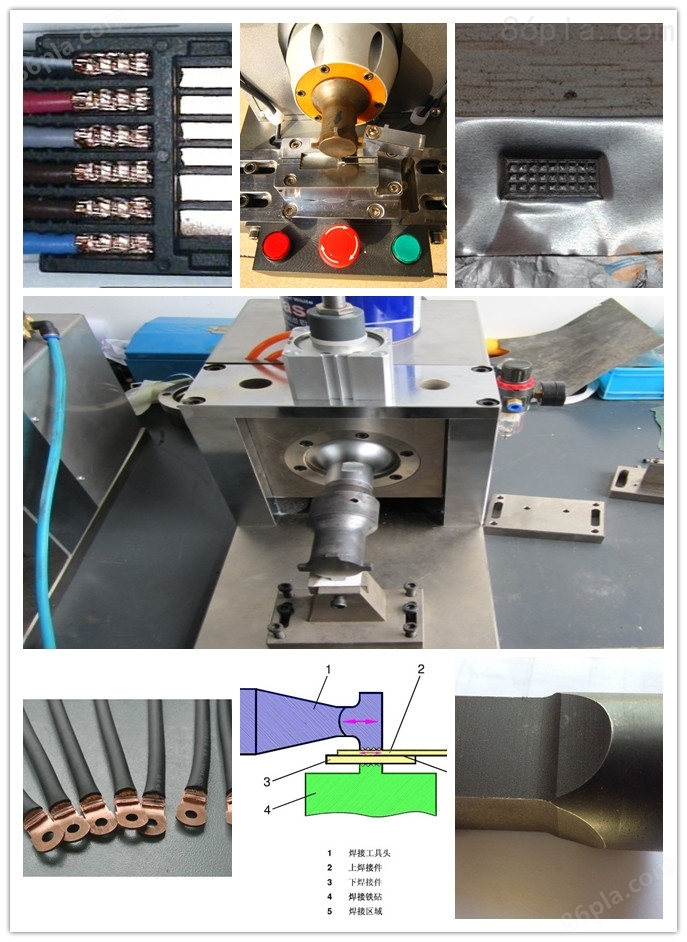
超聲波金屬焊接機經歷的三個階段:
(1)振動摩擦階段:超聲波金屬焊接的*個過程主要是摩擦過程,其相對摩擦速度與摩擦焊相近,只是振幅僅僅為幾十微米。這一 過程的主要作用是排除焊件表面的油污、氧化物等雜質,使純將的金屬表面暴露出來。焊接時,由于上聲極的超聲波振動,使其與上焊件之間產生摩擦而造成暫時的 連接,然后通過它們直接將超聲波振動能傳遞到焊件間的接觸表面上,在此產生劇烈的相對摩擦,由初期個別凸點之間的摩擦逐漸擴大到面摩擦,同時破壞、排擠和 分散表面的氧化膜及其他附著物。 (2)溫度升高階段:在繼續的超聲波往復摩擦過程中,接觸表面溫度升高(焊區的溫度約為金屬熔點的35%~50%),變形抗力 下降,在靜壓力和彈性機械振動引起的交變節應力的共同作用下,焊件間接觸表面的塑性流動不斷進行,使已被破碎的氧化膜繼續分散甚至深入到被焊材料內部,促 使純金屬表面的原子無限接近到原子能發生引力作用的范圍內,出現原子擴散及相互結合,形成共同的晶粒或出現再結晶現象。 (3)固相接合階段:隨著摩擦過程的進行,微觀接觸面積越來越大,接觸部分的塑性變形也不斷增加,焊接區內甚至形成渦流狀的塑 性流動層,出現焊件間的機械咬合。焊接初期咬合點較少,咬合面積也較少,接合強度不高,很快被超聲波振動所引起的切應力所破壞。隨著焊接過程的進行,咬合 點數和咬合面積逐漸增加,當焊件之間的結合力超過上聲極與上焊件之間的結合力時,切向振動不能切斷焊件之間的結合,形成牢固的接頭。 
超聲波金屬焊接機的原理 超聲波金屬焊接機接頭的形成主要由振動剪切力、靜壓力和焊區的溫升三個因素所決定,它們之間相互影響,相互制約,并和焊件的厚 度、表面狀態及其常溫性能有關。 (1)機械嵌合:超聲波金屬焊接接頭中常見到兩焊件接觸處形成塑性流動層,并呈現犬牙交錯的機械嵌合,這種接合對連接強度起到 有利的作用,但并不是金屬的連接,在金屬與非金屬之間的超聲波金屬焊接接時,這種機械嵌合作用占主導地位。 (2)金屬原子間的鍵合:在超聲波金屬焊接接接頭中,焊接界面之間存在大量被歪扭的晶粒,這些晶粒是跨越界面的“公共晶粒”, 其尺寸與母材金屬的晶粒無明顯差別,接頭不存在明顯的界面,兩材料之間通過金屬原子的鍵合而連在一起。可以認為,在焊接開始時,待焊材料在摩擦功的作用下 發生強烈的變形和塑性流動,特別是氧化膜去除或破碎以后,為純凈金屬表面之間的接觸創造了條件,而繼續的超聲彈性機械振動以及溫升,又進一步造成金屬晶格 上的原子處于受激狀態,當金屬原子相互接近到0.1~0.3nm時,就有可能出現原子間相互作用的反應區,形成金屬鍵。 (3)金屬間的物理冶金:超聲波金屬焊接接中還存在著由于摩擦生熱所引起的再結晶、擴散、相變以及金屬間化合物形成等冶金過 程。到目前為止,該方面的研究較少,缺乏必要的證據,特別是短時間焊接時,接頭中不一定出現再結晶組織強相變,但仍然能夠形成接頭,由此可知,再結晶,擴 散和相變不是形成接頭的必要條件。 (4)界面微區的熔化現象:超聲波金屬焊接接時,微區焊接溫度很難精確測量,不能排除微區中出現局部熔化現象。用高倍透射電子 顯微鏡對0.4mm厚的各種Al和Cu接頭進行了微觀組織分析,發現同種材料的焊縫厚度在μm范圍內,焊縫區的晶粒尺寸只有0.05~0.2μm,而軌制 母材的晶粒為5~50μm。如果用一般的方法將母材經過塑性變形和低于熔點的不同溫度退火,此時再結晶形成的晶粒均>3μm,而沒有發現更細小的晶 粒。當Al和Cu進行超聲波金屬焊接接時,也同樣發現連接區有焊接時新形成的微細晶粒,而且都是等軸晶粒。電鏡分析中還觀察到,在連結區微細晶粒邊界的轉 角處有非熔化質點存在,這正是含有非熔化質點的金屬加熱熔化后發生凝固的特點。可以認為,超聲波金屬焊接時,界面薄層或局部發生了短時熔化及隨后的高速冷 卻過程。 
超聲波金屬焊接機應用特例 鋁帶與鋁蓋金屬焊接機;鎳帶與銅箔金屬焊接(多點);鋁帶與鋁箔焊接超聲波金屬焊接機(條形);鋁帶與鋁箔焊接鋁片焊接機(條 形);鋁帶與鋁箔焊接(多點);鎳帶與鋁帶金屬焊接機設備;鎳帶與銅箔;鎳帶與銅箔多層;鋁帶與鋁箔多層超聲波金屬點焊機;鋁殼與鋁鎳復合帶金屬焊接;鎳 帶與銅箔多層;鋁帶與鋁箔多層;銅管封尾;汽車線束焊接機;馬達端子等焊接。
超聲波焊接機、超聲波金屬點焊機、超聲波線束焊接機、、鋰電池極耳極片焊接機、超聲波太陽能集熱板滾焊機、超聲波塑料焊接機、手持式超聲波點焊機、多頭非標超聲波焊接機、超聲波焊接機焊頭 超聲波線束焊接機塑料超聲波焊接機、金屬箔、片焊接機、金屬線束焊接機、塑料熱熔焊接機、熱板焊接機、超聲波金屬滾焊機 簡介:超聲波金屬焊接機是利用高頻摩擦使兩金屬接觸表面瞬間融化而使兩金屬粘合在一起。其優點是快速、節能、融合強度高、導電性好、無火花、接近冷態加工 。
焊接優點:
1)、焊接后導電性好,電阻系數極低或接近零。
2)、焊接時間短、不須要任何助焊劑、氣體等輔助物質,節約成本。
3)、焊接無火花及焊渣,環保安全,焊后無需再加工。
應用范圍:適用于銅、鋁、銀、鎳、金等有色金屬材料的薄板、片、帶等材料實施瞬間焊接,總厚度可達 0.2~3mm。尤其適用于以下行業使用: 1)、鎳氫電池鎳網與鎳片焊接,極片焊接。
2)、鋰電池、聚合物電池銅箔與鎳片焊接,鋁箔與鋁片焊接。
3)、電線互焊,形成多線連接,一線與多線焊接,線束焊接。
4)、電線與各種電子元器件、接點、連接器焊接。
5)、各種家電用品、汽車用品的大型散熱座、熱交換片、蜂巢心焊接。
6)、電子元器件引線、繼電器、電磁開關、無熔絲開關等大電流接點,各種金屬片的焊接。
參數規格:2000W超聲波金屬點焊機 
工作頻率:20KHz 額定功率:3000W
機器尺寸:長*寬*高 590*275*360mm 電箱尺寸:長*寬*高 490*430*200mm
工作電壓:AC220V 控制電壓:DC5V
工作氣壓要求:0.5MPa ~0.6 MPa 重量:機器42kg+電箱16kg
焊頭行程:0~18mm(加長可定制) 焊接控制模式:時間模式、高度模式
| 








 產品編號:
產品編號:
















