注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
冉創電子科技(昆山)有限公司

冉創電子科技(昆山)有限公司
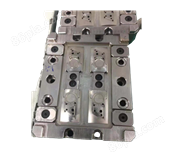
新底板使用前應烘烤至80℃以上,周轉底板應首先清除殘鋼廢料,吹掃干凈
新底板使用前應烘烤至80℃以上,周轉底板應首先清除殘鋼廢料,吹掃干凈。上注底板先向工作面噴涂底板涂料,再排放鋼錠模,然后向鋼錠模內放置鋼板、鐵屑等以緩沖鋼流對底板沖蝕;必要時放上防濺筒。防濺筒一般用薄鋼板焊成,其斷面尺寸稍小于模子內腔斷面尺寸,高度可為模子高度1/2~1/3。周轉下注底板在清除廢物以后開始下磚,先放置中心座磚,依次放置流鋼磚、末端磚、中注管磚,Z后放中注管及漏斗磚并在中注管磚與中注管之間填充干燥河砂。
中心座磚以火泥墊平,流鋼磚墊干沙,磚的上表面不得超出底板工作面,安放平整,接口密合,末端磚用楔磚固緊。上大下小的鋼錠模需要放下水口。磚的側面與底板槽溝之間填干沙并用火泥抹平,Z后將整個流鋼系統和底板工作面吹掃干凈。整模的Z后一道工序是列模,即將準備好的鋼錠模按規定位置放在底板上,將模子中心對正下注流鋼孔。上大下小鋼錠模底孔與下水口間填充火泥。帶保溫帽的鋼錠,安放保溫帽,掛上絕熱板。絕熱板應保持外形完整、干燥,按規定位置安裝。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN







塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼