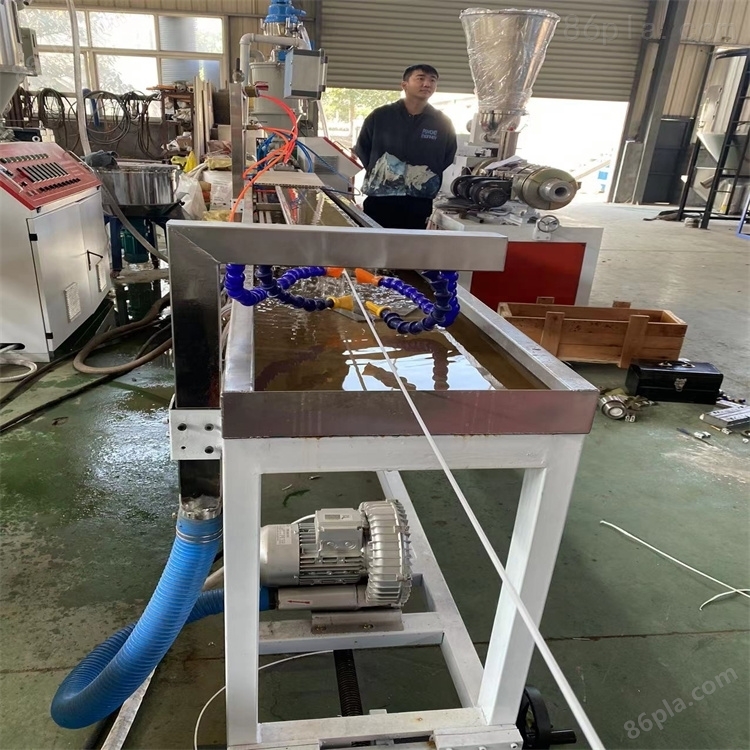





塑料門窗型材生產(chǎn)線簡介:
主要采用PVC粉料來制造各種塑料門窗異型材、鋁塑復合異型材、異型電纜多孔穿線管、裝飾型材、護墻板、天花板等。PVC門窗型材生產(chǎn)線設計合理,具有塑化均勻、產(chǎn)量高、使用壽命長等優(yōu)點。由錐形雙螺桿擠出機、真空定型臺、牽引機、切割粘模機、翻料架等組成。主機采用交流變頻電機。輔機真空泵和牽引電機均采用優(yōu)質產(chǎn)品,維護簡便。
塑料門窗型材生產(chǎn)線結構性能
(一)擠出結構特點
1、設置了排氣裝置,可提高制品的質量。
2、本機可承受的扭矩大,螺桿設計合理,制品產(chǎn)量高,能適應不同配方的聚氯乙烯粉料的生產(chǎn),本機設置定量加料裝置。
3、螺桿芯部裝有自動溫度內循環(huán)系統(tǒng),可使螺桿溫度前后平衡。
4、機筒上裝有鑄鋁加熱冷卻器,熱傳遞快而均勻,效果好。
5、本機承受軸向負荷力大,止推軸承壽命長。
6、采用變頻電機調速,轉速穩(wěn)定,調速方便。
(二)擠出結構組成
主機由螺桿、機筒、驅動系統(tǒng)、螺桿調溫裝置、加熱冷卻裝置、排氣裝置、定量加料裝置、機架、機頭聯(lián)接體、電控箱等零部件組成。
螺桿
它是完成塑料的輸送的塑化的關鍵零件,在機筒內旋轉時,將粉狀塑料塑化后推向機頭,從而達到壓實、熔融、混煉均化為之目的。螺桿上的螺紋是由不螺矩分段組成以達到更好地混煉各塑化并實現(xiàn)排氣的目的。螺桿內部裝有溫度內循環(huán)裝置。螺桿是由氮化鋼制成,經(jīng)氮化處理,能達到較高的硬度和一定的耐腐蝕能力。
機筒
機筒是容納塑料和螺桿的零件,它與塑料及螺桿直接摩察,機筒材質是氮化鋼,內孔經(jīng)氮化處理后,以達到較高的硬度和較好的耐磨性,并有一定的耐腐蝕能力。
機頭聯(lián)接體
它是聯(lián)接機頭的部件。其是裝有電加熱器,與機頭聯(lián)接。
驅動系統(tǒng)
傳動系統(tǒng)是在選定的工藝條件下,使螺桿以必須的扭矩均勻旋轉,以完成螺桿對塑料的塑化和輸送。為了適應HPVC制品生產(chǎn)的需要,本機采用直流電機驅動,通過彈性聯(lián)軸器和齒輪箱帶動分配齒輪箱并借助變頻調速裝置實現(xiàn)無級調速,使螺桿的轉速在1-34.7r/min內平滑無級調速。螺桿的轉速可直接由控制面板上的轉速表讀得。
排氣裝置
為了提高塑料制品的質量,在機筒中段的上面設有排氣口,由真空泵把低分子揮發(fā)物及料中夾帶的空氣、水份等抽出。
真空泵是由水循環(huán)式真空泵產(chǎn)生,這個泵有三個管接頭。
(1)、進水口,與進水管聯(lián)接,其開通與否由電磁閥控制。
(2)、進氣口,此口與物料分離器聯(lián)接。
(3)、排氣口,此口接排氣管,但管子不可長于5米。
6、定量加料裝置
由于塑料在雙螺桿擠出機中是被強制輸送的,加料時與擠出量太多時,又會使機器的負荷加大,并且在排氣口產(chǎn)生冒料現(xiàn)象。為此,特設計了螺桿式或彈簧式定量加料特性和加工工藝的條件。
7、機架
機架是用鋼板焊接而成的鋼結構體。
8、加熱冷卻系統(tǒng)
機筒外安裝有四段加熱器,機頭連接架上裝有一段不銹鋼加熱器,另外七段由接插輸出,用戶可根據(jù)需要自行配置,它們由相應的智能溫度控制儀自動控制。機上所裝的五段加熱器下面裝有兩個冷風機,在該處過高時自動進行冷卻。