PE管材生產(chǎn)設(shè)備簡介:
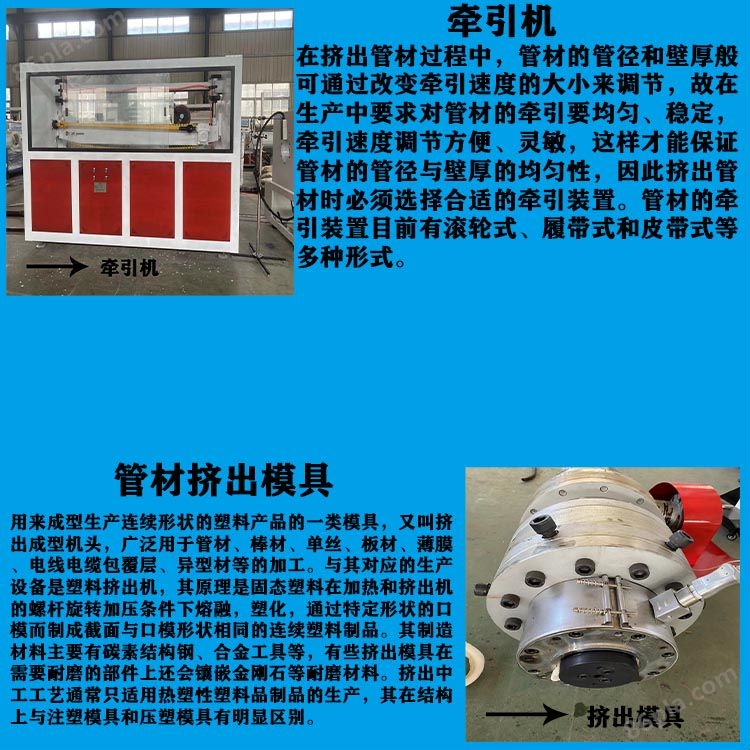
該機(jī)的螺桿采用屏障式結(jié)構(gòu),機(jī)筒擁有*的溝槽式結(jié)構(gòu),以便達(dá)到良好的塑化和混煉效果。HDPE(PP、ABS)大口徑管材則采用籃式模具的特殊設(shè)計(jì),降低溶解溫度和主機(jī)壓力,達(dá)到很好的混合效果,從而使產(chǎn)量得到保證。
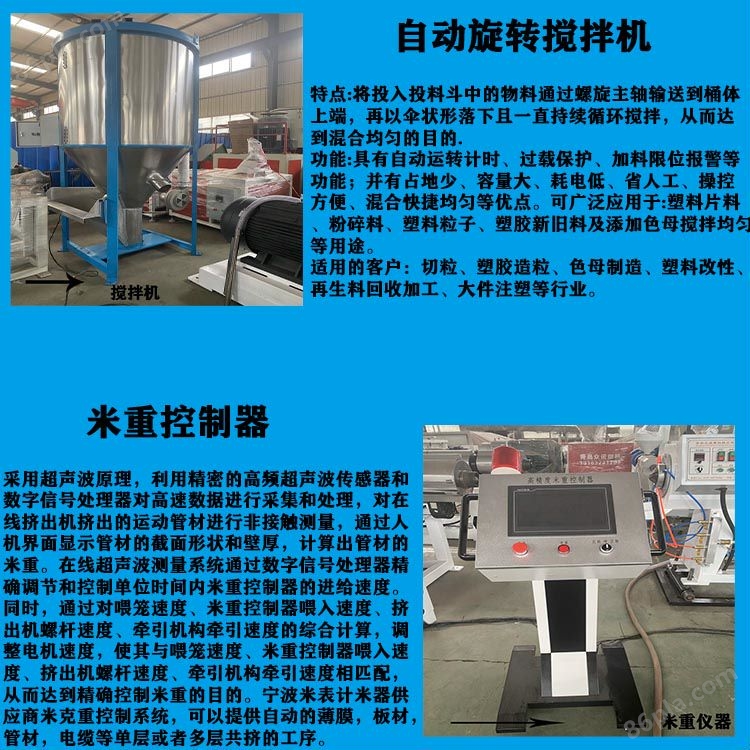
真空定徑箱的特殊設(shè)計(jì),可以確保直徑尺寸的穩(wěn)定和圓整度,速度控制系統(tǒng),使?fàn)恳俣确€(wěn)定。整條生產(chǎn)線可采用PLC控制,液晶屏幕控制面板,操作簡便。可以配備色標(biāo)擠出機(jī),使生產(chǎn)的管材有色標(biāo)線。 PE管材基本原理:塑料管道經(jīng)機(jī)器的激光切割、加溫、使塑料管道橫斷面熔化,在必須的時(shí)間工作壓力下,使兩塑料管道橫斷面觸碰互促,進(jìn)而超過電焊焊接的目地。因?yàn)檫x用本身電焊焊接且在電焊焊接全過程中產(chǎn)生雙環(huán)電焊焊接,管件內(nèi)外壁一起產(chǎn)生提升圈,固比其焊接抗壓強(qiáng)度超過塑料管道本身。PE管材加工工藝主要參數(shù):發(fā)熱板溫度,指發(fā)熱板環(huán)境溫度,通常用表層溫度表精確測量。在精確測量溫度時(shí),要考慮到工作溫度的危害。熱鍍鋅板溫度不僅確保管件內(nèi)孔快速熔化,又要確保焊制管材不會(huì)因溫度過高而產(chǎn)生溶解。充壓加溫工作壓力與熔化連接工作壓力相當(dāng)于,功效是對管件開展強(qiáng)制性加溫,除掉管件內(nèi)孔不整平的一部分,使管件內(nèi)孔所有與發(fā)熱板觸碰,勻稱遇熱。卷邊高寬比用以考量加溫工作壓力功效于管件橫截面的時(shí)間,即充壓加溫