



廣源模具自動清洗線
第一條 設備簡介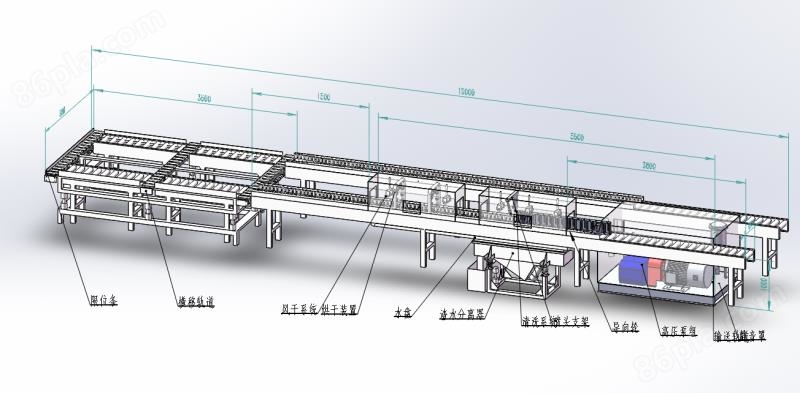
自動高壓清洗線設備用于工廠內墻板線模具的輸送、轉運和清理。該設備適用于多種規格的出筋和不出筋、鋼制和鋁制邊模的清理,主要用于清理模具表面附著或沉積的混凝土、砂漿顆粒或結塊等污垢。
1.1 設備具有工件定位、輸送和裝夾,高壓水清洗和風干等功能。同時,設備具有殘渣的粗過濾/分離功能,殘渣導出后利用集渣池/箱集中收集、定期清理。集渣池/箱應便于拆裝起吊或叉車插運。清洗污水部分經管道旁通流入沉淀池或循環水箱,其余通過管溝排放至混凝土沉淀池。沉淀池或循環水箱中,上層污水經沉淀、過濾后“清水”(過濾目數滿足高壓柱塞泵的運行要求)、與清水按設定比例混合配比后用于模具清洗,沉淀池或循環水箱中底層“污水”經管溝定期排放至混凝土沉淀池。
1.2 模具清洗線設備位于墻板線單邊線性布置,模塊化設計。同時,考慮清洗線設備墻板線雙邊布置的情況下,即模具清洗線設備(高壓清洗室及L型輸送線等)在墻板線另一邊對稱布置,此時兩臺/套共用此套高壓泵機組并交替運行,此時設備的控制系統須具備聯動和獨立控制工作。
第二條 設備功能

2.1設備主要功能
該套設備涉及橫移輸送線和模具清洗設備的集成系統,采用模塊化設計,在結構設計和功能原理方面應滿足(但不限于)如下要求:
⑴ 橫移輸送線線具備工件(邊模)的輸送、定位和端部橫移擺渡功能,如圖2所示;
⑵ 模具清洗設備具備自動裝夾、進料輸送和高壓水洗、風干/吹干,以及渣水過濾/分離、以及清洗污水的旁通緩存、過濾等功能。殘渣集中收集,定期清理。清洗污水經渣水過濾/分離后,部分通過管道旁通排至循環水箱中沉淀、過濾后,與清水按設定比例混合配比用于模具清洗,其余污水通過工廠內管溝排至混凝土沉淀池。如圖2所示;
⑶擺渡橫移輸送線設備和模具清洗的輸送線利用模塊化設計(彼此獨立),由各自PLC單獨控制。設備均具有本地控制和遠程控制兩種工作模式,其中,遠程控制是指與工廠上位機間進行通訊,接受上位機操作指令控制。
2.2 清洗對象及要求
⑴ 清洗對象:工廠預制墻板出筋和不出筋、鋼制或鋁制邊模
模具待清洗面示意圖
⑵ 清洗內容:模具上堆積或附著的混凝土或砂漿結塊、殘渣等
⑶ 清洗方式:工件采用立式放置(如圖2所示),通過式清洗。現階段,采用人工助力方式將工件吊放置于輸送線上,通過輸送線進行定位、裝夾后上料清洗。
模具清洗/輸送的放置狀態(立式)
在清洗、風干和輸送過程中,應合理利用限位裝置或工裝夾具對工件進行定位,不允許工件出現翻倒、卡澀和晃動。
⑷ 清洗介質:常溫“清水”
說明,“清水”指:清洗污水經沉淀、過濾后,按設定比例與工業生產用水(常溫冷水)混合配比后循環用于模具清洗。
⑸ 清洗效果:表面光亮無損傷。A、B面清洗干凈光亮,不得殘留混凝土砂漿或灰塵等雜質;其余面雜質基本去除。
第三條 工藝流程
3.1清洗流程及方式
⑴ 工藝流程:工件定位(入料端)→上料/輸送→高壓清洗→切水或風干→下料/輸送→橫移擺渡→工件定位(出料端)
(注:切水或風干:是指利用風刀或風嘴,及時把工件表面殘存的水漬和污垢吹干)
⑵ 清洗方式:拆模后,工件通過助力吊運放置于輸送線端粗定位,輸送(入料)過程中(通過式)清洗;
第四條 設備構成
主要構成如下:
| 序號 | 設備名稱 | 主要部件 |
| 1 | 模具清洗線設備 | 高壓水射流泵組 |
| 噴頭、高壓管路 | ||
| PLC控制系統 | ||
| 上料(清洗)/下料輸送線 | ||
| 橫移/擺渡輸送線 | ||
| 風干機組、風嘴 | ||
| 渣水分離/殘渣回收裝置 | ||
| 污水泵 | ||
| 污水循環過濾裝置 | ||
| 不銹鋼清洗罩倉 |
模具清洗線設備主要實現用于模具的輸送、轉運和清洗,具有結構簡單實用、安全可靠、性能穩定、易操作、易維護等特點。該套設備采用墻板線單邊布置,與置模機械手和助力拆模設備銜接作業。














