
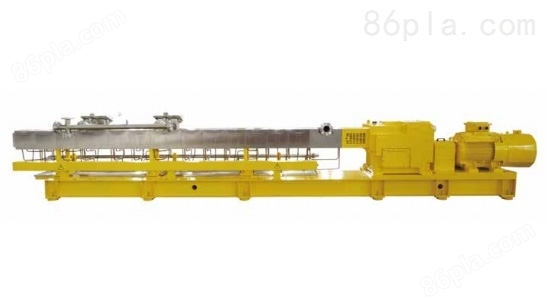

硅酮膠成套擠出生產線簡介:
硅酮膠系列主要一直是我公司優勢產品之一,得益于多年的技術積累和客戶的不斷反饋,技術成熟,設備運行穩定,深受客戶好評。
硅酮膠成套擠出生產線安全操作規程及注意事項:
1.配戴勞保用品,穿長袖工作服,工作鞋,戴手套;
2.合閘前應檢查各線路是否連接正常,電源電壓是否正常,循環水是否正常;
3.開機前做好設備周圍衛生,設備周圍不得存放與生產無關的物品;檢查設備各部位是否正常,各安全防護裝置是否牢固;檢查各潤滑部位并按時加注潤滑油;
4.升溫是按工藝要求設定各區溫度,升溫時間不得低于2小時;
5.溫度升夠后,檢查料斗內是否有料,檢查電位器是否零位,然后開啟主機。開啟主機時要慢慢用電位器給定頻率,使電機控制在5~10r/min之間;
6.開始擠出的料要用袋子接好,盡量保持工作面干凈整潔,當擠出的料*塑化好后再上模具;
7.上模具時兩人一定要搬牢,以防模具掉落砸傷。模具上好后應查看各間隙是否均勻,開機后身體不得對著模具;
8.生產過程中電機控制在15~20r/min之間,隨時檢測產品尺寸及外觀,并按合同要求尺寸生產;
9.生產出的產品經質檢員檢測后方可入庫;
10.生產完畢后,要將模具卸下并放到地點,將機身內的物料擠凈,關閉電源及水源;
11.生產完畢后或交接班前要清理現場衛生,整理工具,場地應無雜物,無廢料,無工具亂放。
.
保養:
(1)每次套螺紋前應將板牙排屑槽內及螺紋內的切屑清除干凈;
(2)套螺紋前要檢查圓桿直徑大小和端部倒角;
(3)套螺紋時切削扭矩很大,易損壞圓桿的已加工面,所以應使用硬木制的V型槽襯墊或用厚銅板作保護片來夾持工件。工件伸出鉗口的長度,在不影響螺紋要求長度的前提下,應盡量短;
(4)套螺紋時,板牙端面應與圓桿垂直,操作時用力要均勻。開始轉動板牙時,要稍加壓力,深圳擠出機,套入3~4牙后,可只轉動而不加壓,并經常反轉,以便斷屑;
(5)在鋼制圓桿上套螺紋時要加機油潤滑。
主要技術參數
| 主機型號 Model | 長徑比 L/D | 轉速 Speed | 參考產量 Capacity for reference |
| ECOV77 | 48-64 | 600-700rpm | 2000-2500kg/h |
| ECOV100 | 48-64 | 600-700rpm | 3000-4000kg/h |
備注:以上規格參數如有變更,恕不另行通知。















