









基本說明
汽修廠油管壓管機 工程機械維修膠管扣壓機 2.5寸液壓油管啤管機型號: DX68,DX69,DX90,V32,SP32,SP52,SP69,P20,P30,JFY-85,常規(guī)有1.5寸/2寸 扣壓管徑6-51mm現(xiàn)貨供應(yīng)。壓管機又叫啤管機,扣管機,啤油喉。該壓管機是在壓力作用下使金屬接頭產(chǎn)生變形,從而平穩(wěn)、地扣壓在膠管上的設(shè)備、如(液壓機械、注塑機、挖機、裝載機、吊機、汽車空調(diào)管),是液壓機械廠,挖機維修點的必選設(shè)備。本扣管機模塊采用雙斜面設(shè)計,扣壓力加大,壓管無錐度,使用壽命長,低噪音,具有體積小,重量輕,功能多,開模快,易操作,好維修等優(yōu)點。本機自1999年開始投入市場,2年內(nèi)故障率不到1%,是一款性能穩(wěn)定,簡單易用,經(jīng)濟型的壓管機.
DX-68/69型壓管機技術(shù)參數(shù)
扣壓膠管通徑范圍(Max hose ID): 6 ~ 51mm
扣壓力(Theoretical Crimping Force): 360Ton
模具收擴(Die Opening & Closing): +/-25mm
大張口(Opening without dies): 136mm
電機功率(Motor Size): 3Kw
電源(Electrical Requirement): 380V/50Hz-3Ph ~ 220V/50Hz-1Ph
張合全程總耗時(Full Crimping Cycle) 20S
扣壓控制精度(Accuracy): 0.02mm
扣壓后產(chǎn)品不圓度(Un-even): ≤0.1mm
整機重量(Weight): 200Kg
模具規(guī)格(Die-sets): 15 19 23 27 31 36 41 47 53* 58* 67*
外型尺寸(長×寬×高) Dimensions: 650×450×650mm
扣壓膠管通徑范圍(Max hose ID): 6 ~ 51mm
扣壓力(Theoretical Crimping Force): 360Ton

汽修廠油管壓管機 工程機械維修膠管扣壓機 2.5寸液壓油管啤管機適用于各類機械高低壓油管、氣管、水管、電纜接頭、汽車空調(diào)管、汽車動力轉(zhuǎn)向管、機油管、汽油供油管,以及建筑配件、日用熱水氣管的扣壓,廣泛用于車輛、高壓油管壓管機高壓油管壓管機工程機械、液壓機械、焊割設(shè)備等行業(yè)。
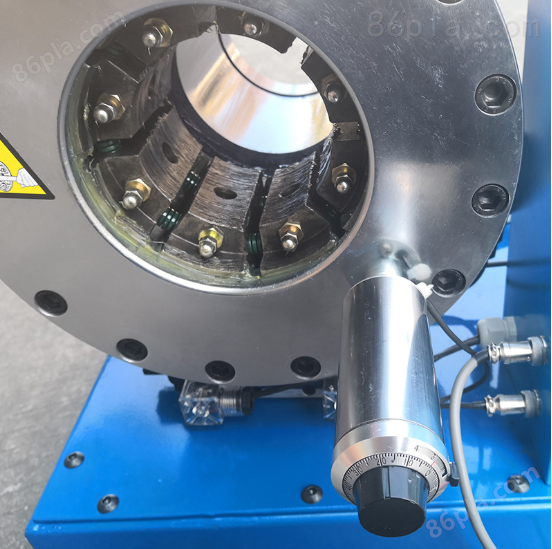
工作原理
柱塞泵安裝于油箱內(nèi)浸泡在液壓油里達(dá)到科學(xué)散熱*的設(shè)計目的,柱塞泵在電機驅(qū)動下,輸出液壓油,推動扣壓油缸內(nèi)的柱塞運動,致使模座徑向收縮,實現(xiàn)模具對膠管接頭外套的擠壓。當(dāng)收縮量達(dá)到千分尺預(yù)定值時,擠壓自動停止,電磁換向閥換向后,油缸內(nèi)的柱塞反向運動,模具隨之張開,扣壓膠管完成。
安裝調(diào)試
搬運:壓管機適宜采用叉車搬運,并以壓管機底部受力,壓管機嚴(yán)禁倒置。特別添加抬手,方便沒有叉車的用戶隨意搬置。嚴(yán)禁搬抬壓管機頭及電機、電器箱部位。
安裝:壓管機需水平放置在穩(wěn)固的地基上,并作接地處理。
注油:打開油箱蓋,油箱中加入46液壓油到油位表2/3位置。
接電:將電源線接在壓管機規(guī)定的電源上,啟動電機觀察轉(zhuǎn)向,電機轉(zhuǎn)向應(yīng)與電機所標(biāo)方向一致。如果電機轉(zhuǎn)向和所標(biāo)方向不一致,請調(diào)換其中兩根火線位置。
千分尺:用于調(diào)節(jié)扣壓膠管收縮量的大小,逆時針半周多壓進(jìn)1mm,順時針半周少壓進(jìn)1mm。
壓力調(diào)整:壓管機系統(tǒng)大壓力為31.5Mpa,靠溢流閥調(diào)整,順時針調(diào)整壓力增大,逆時針調(diào)整壓力減小(出廠時已調(diào)好,可以自行調(diào)整)。模具張開速度調(diào)整:模具張開速度的快慢,由分流閥控制,順時針調(diào)整,張開速度加快,逆時針調(diào)整,張開速度減慢,但張開速度過快會使噪音增大,佳值不大于10Mpa(出廠時已調(diào)好可以自行調(diào)整)。
扣壓操作
1. 壓管機初次使用時應(yīng)空載扣壓20~30次,觀察各部位均正常后方可使用。
2. 壓管機在冬季使用時應(yīng)空載扣壓20~30次,以使油溫增高一些。
3. 按下張開按鈕,模座張開后,根據(jù)所扣壓膠管規(guī)格選用相應(yīng)的模具安裝在模座上,并調(diào)整千分尺刻度。
4. 把套好接頭的膠管置于壓管機頭內(nèi)適當(dāng)位置,使得一次扣壓全部長度。
5. 按下扣壓按鈕執(zhí)行扣壓操作,直至壓管機頭停止扣壓自動張開模具為止。
壓管試?yán)x使用模具參照所扣壓的塑膠管,如扣壓后不滿意,微調(diào)千分尺后扣壓下一根膠管。扣壓膠管接頭時:扣壓尺寸過多,膠管內(nèi)膠層被壓斷,造成漏油;扣壓尺寸太少,造成漏油和被油壓沖脫接頭。務(wù)必掌握合理扣壓度,以接頭芯子內(nèi)孔收縮度為準(zhǔn)。
注意事項
1.扣壓時要盡可能將接頭置于模具中心,不要壓在六角螺母上。
2.防止工具和其他異物進(jìn)入壓管機頭內(nèi)。
3.每次在工作完畢后使八塊模座張開到大程度,這樣可使彈簧處于張開狀態(tài)保養(yǎng)好彈簧,油缸也處于泄壓狀態(tài)延長油封的壽命。
維護保養(yǎng)
1.油箱的液壓油超過液壓油廠商規(guī)定時效應(yīng)更換,或者目視油位表,如果液壓油已氧化偏黑了要更換。
2.經(jīng)常往模座移動面抗磨潤滑油。
3.非壓管機工作時間,請蓋好防塵罩防止雜物掉入模座內(nèi)
?
















