







合成樹脂瓦三層仿古琉璃瓦生產線結構及工作原理
該機組由機架部件、牽引定型機構、自動定長剪切機構、擱料架、以及電氣控制箱等組成。
1、機架:
采用焊接構件,具有合理的結構,承載能力強,剛性好,它用來承載與固定所有的機構。
在定型牽引機、切割機架上裝有氣動控制箱,以控制生產過程中的各種動作。
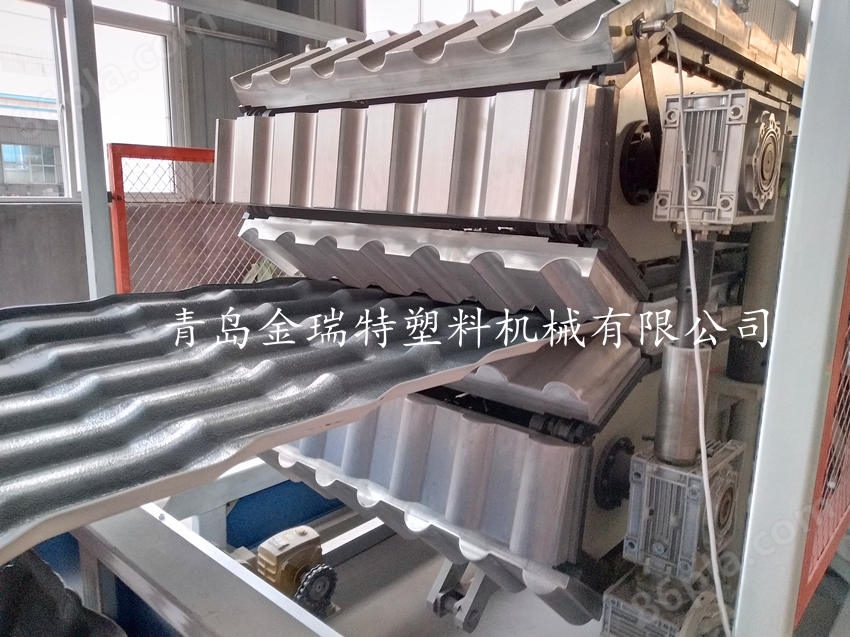
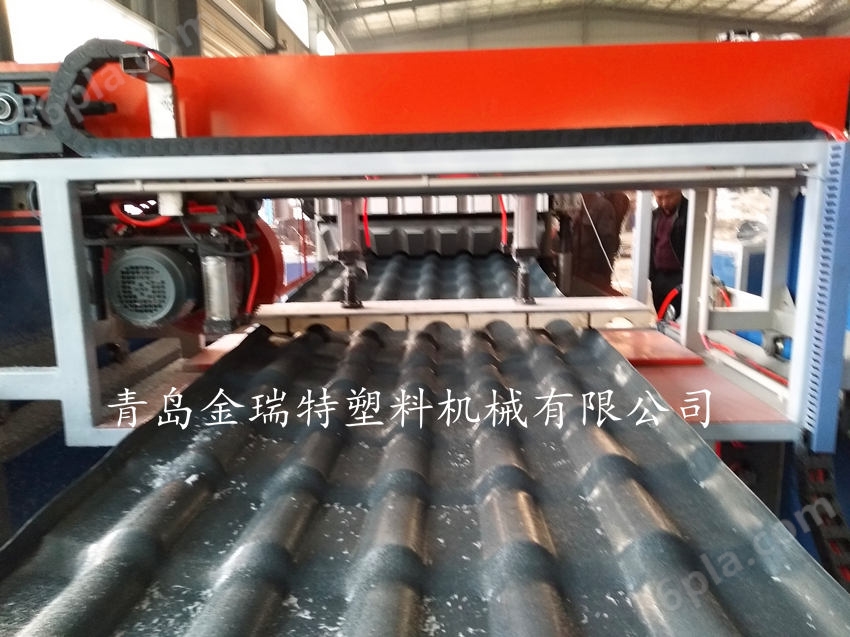
2、冷卻定型牽引機構:形成制品波形的重要部件。
該機構由一對波形互相吻合的上下模板來形成制品的形狀。上下模板外設有風冷卻系統,通過冷卻成型的制品,使成型的波形不再因高溫而變形。其中上模板的開合由緊固在下模板上的一對升降氣缸來完成。操作牽引升降手控閥,即可使上模板開合自如。
下模板底部有調節螺栓,根據工藝需要可以調節下模板的高度,以保證正常生產所需的中心高。
牽引機構:獲得擠出速度與牽引速度同步所需正常生產的拉力。
該機構采用了*的變頻調速技術及鏈條鏈輪、齒輪轉動系統。采用無級調速,具有調速范圍寬,傳動平穩可靠,過載能力強等優點。
工作過程為:三相交流電機,通過變頻器調速后傳遞給兩級擺線針輪式減速器,通過一對雙排鏈輪,傳遞給上下兩牽引模板。
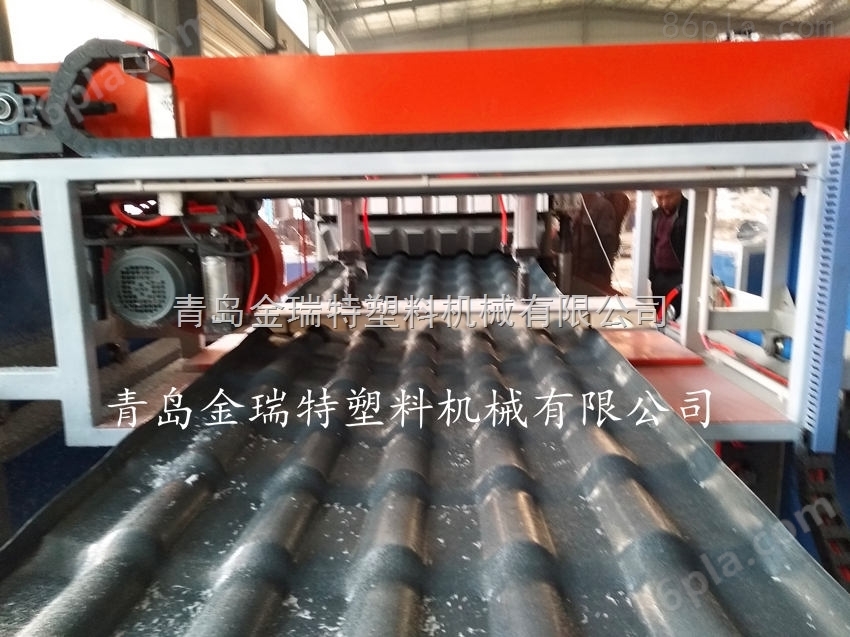
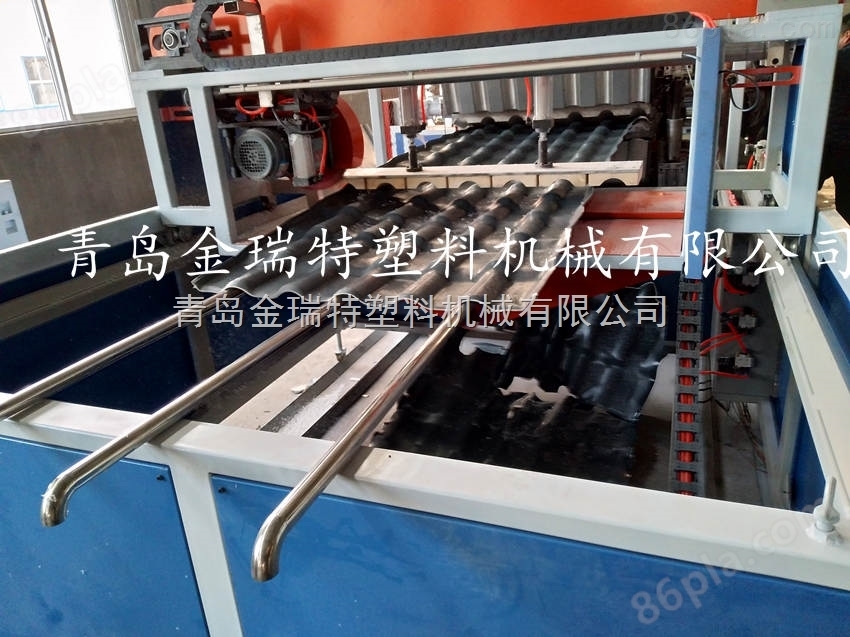
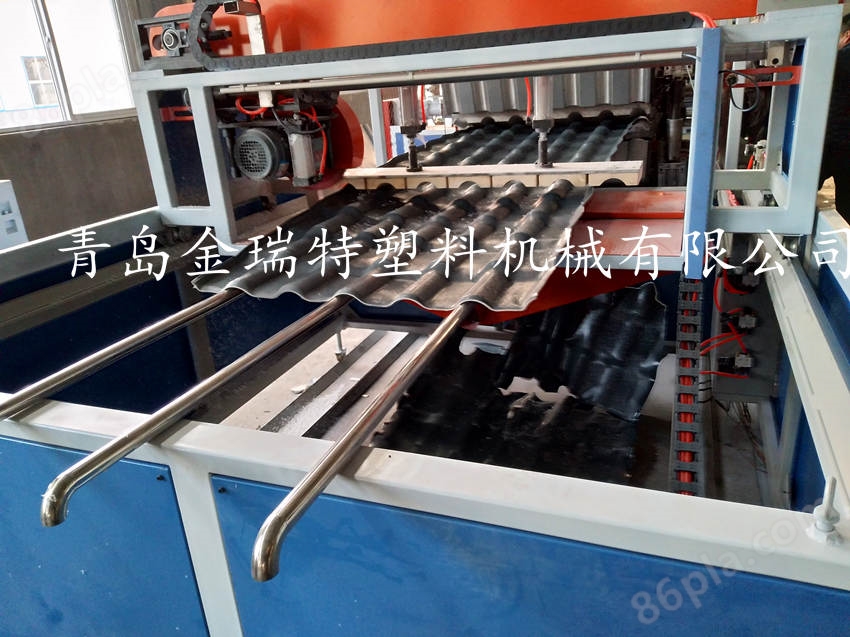 3、自動定長剪切機構:
3、自動定長剪切機構:
完成制品任意長度的剪切,使制品離開剪切臺,保證下一次的剪切順利進行。該機構具有定長準確,切口平整及送料及時等優點。
具體由滑動剪切臺組成。
 一、安裝工具及配件
一、安裝工具及配件
1、工具:工程線、手提電鉆、電鉆鉆頭套筒、手提切割機、卷尺、鋼尺、扳手、手提磨光機。
2、配件:防水圈、保護墊、自攻釘、自攻木螺絲、不銹鋼角鉤、防水帽。
3、附料:樹脂膠、樹脂粉,(施工中出現鉆孔鉆錯現象將兩種材料拌合后添補)。
二、屋面要求
1、坡度合成樹脂瓦適用于坡度為20~80度的坡屋面。
2、檁條常用檁條材料及尺寸(mm):木方60×40、方鋼管60×40×3、C型鋼100×50×3。
金屬檁條須刷防銹油一遍,面漆兩遍。木檁條須用防腐油或用瀝青油浸刷。
上面檁條位置距屋脊線180mm,便于安裝正脊瓦,下面檁條位置距屋檐口50~70mm。
竹節形主瓦檁條間距不得大于660mm,大弧型主瓦檁條間距不得大于750mm。
 合成樹脂瓦三層仿古琉璃瓦生產線產品規格
合成樹脂瓦三層仿古琉璃瓦生產線產品規格
*標準厚度 :3.0mm、2.5mm
*長度:按節距的倍數訂做
*顏色:棗紅、磚紅、灰色、墨綠色、藍色
*總寬1050mm;有效寬度960mm;
*波型:波距160mm;波高30mm;節距219mm