

PMMA螺桿
PMMA螺桿
擠出機螺桿的修復
射裝置是使塑料受熱熔化后射人模具內的裝置,如圖7—2所示。從料斗把塑料擠入料筒中,在加熱器的作用下使機筒內的塑料受熱,在螺桿的典切應力作用下使塑料成為熔融狀態,通過螺桿的轉動將熔體輸送至機筒的前端。在一定的壓力和速度下,通過螺桿將熔融塑料注入模具型腔中.當熔融塑料在模具內流動時,須護制螺桿的移動速度(射出速度),并在塑料充滿模腔后用壓力(保壓)進行控制。當螺桿位置,注射壓力達到一定值時,我們可以將速度控制切換成壓力控制。
注射部分主要有兩種形式:活塞式和往復螺桿式。現在活塞式的注塑機已很少見,這里不作介紹。
往復螺桿式注塑機通過螺桿在加熱機簡中的旋轉,把固態塑料顆粒(或粉木)熔化并泥合,擠入機筒前端中腔中,然后螺桿沿軸向往前移動,把塑料熔體注入模具型腔中。塑化時,塑料在螺桿螺棱的推動下。在螺槽中被壓實,并接受機筒壁所傳熱量,加上塑料與塑料、塑料與機筒及燎桿表面摩擦生熱,溫度逐漸升高到熔融溫度。熔化后的塑料被螺扦攪拌進一步混合,并沿螺槽進入機筒前部井推動螺桿后退。
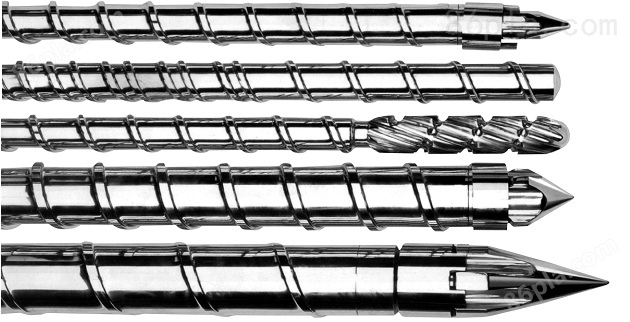
注射部分與塑化相關的部件主要有:螺桿、機筒、分流梭、止逆環、射嘴、法蘭、加料斗等。下面分別就它們在塑化過程中的作用與影響加以說明。
















