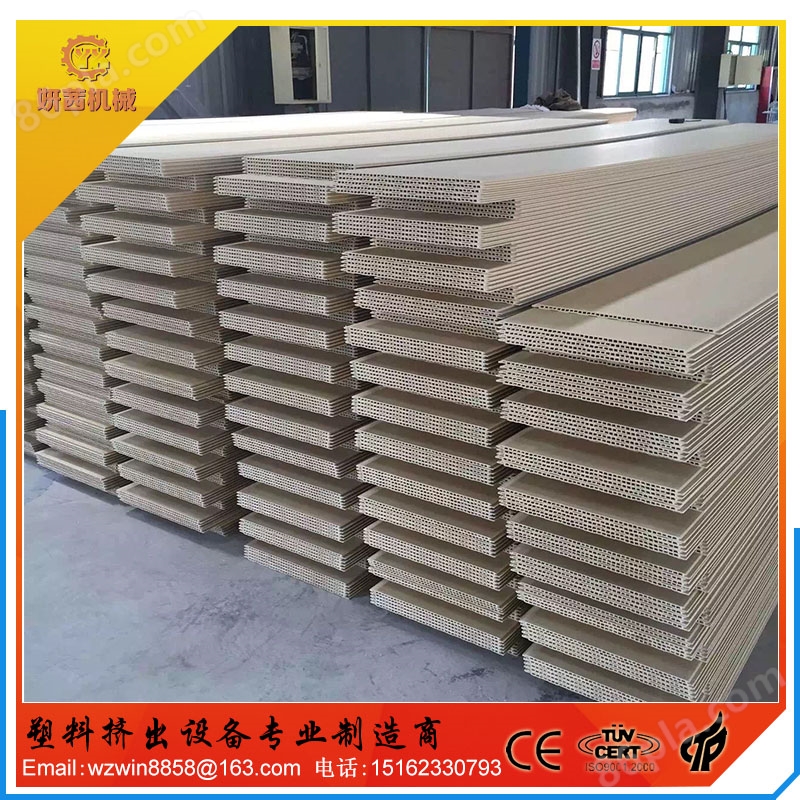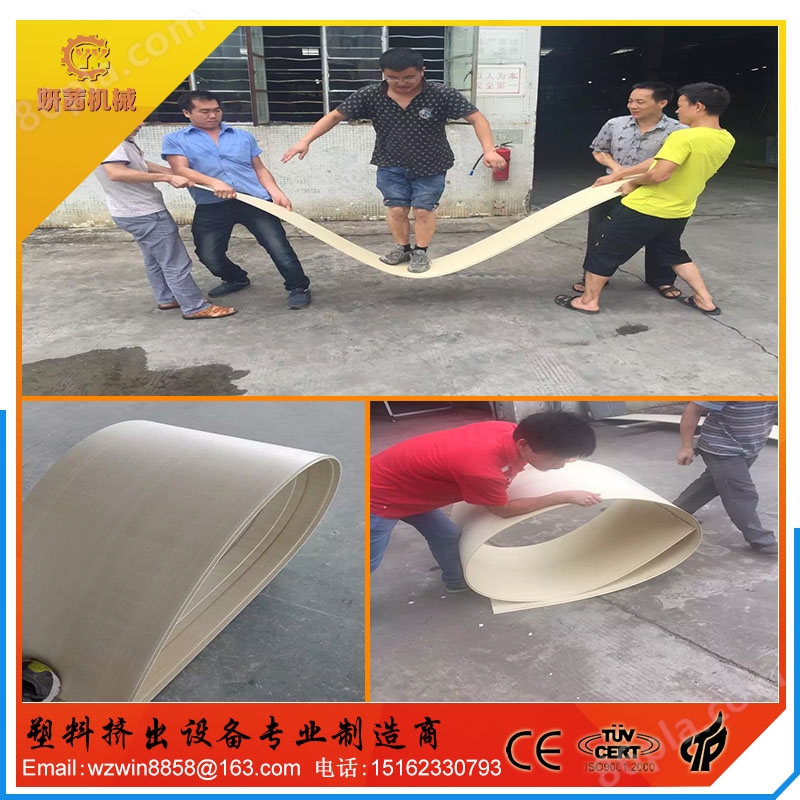

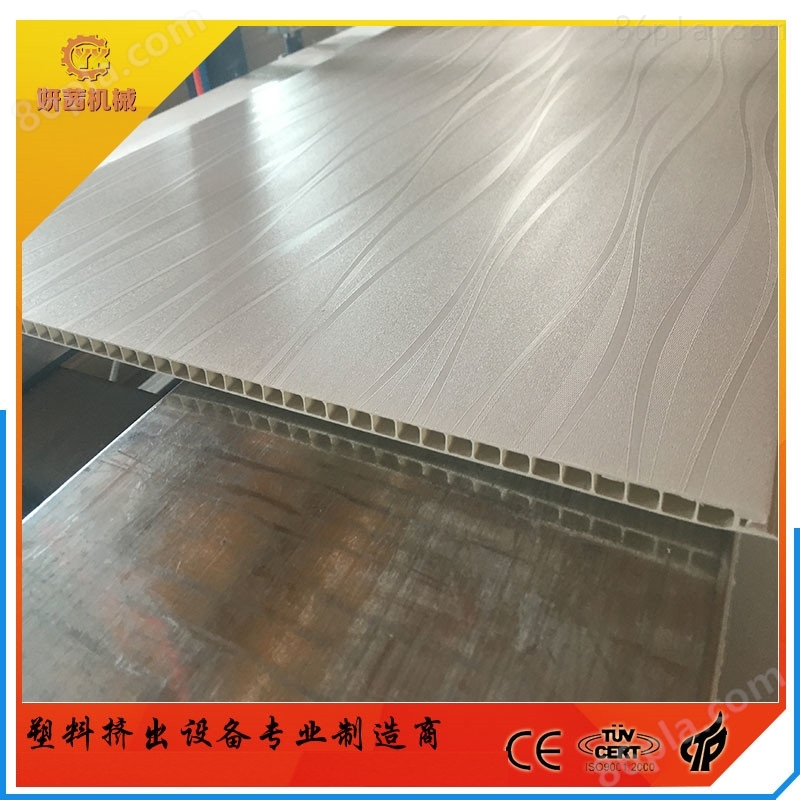





PVC護(hù)墻板生產(chǎn)線/機(jī)器/設(shè)備是采用*進(jìn)技術(shù)研制而成,專為腐蝕性廠房和重酸雨地區(qū)而設(shè)計(jì)的新一代*屋面材料。該產(chǎn)品采用兩層共擠技術(shù)一次加工完成,每層材料各有功能。表面材料:為超耐候樹脂,確保產(chǎn)品的耐久性和耐化學(xué)腐蝕性能。底層材料:為白色韌性材料,以增大廠房的空間感和光亮度。兩種不同材質(zhì)賦予了產(chǎn)品各自的功能特點(diǎn),表面光滑并且有機(jī)結(jié)合在一起,使新一代APVC防腐復(fù)合浪板解決了產(chǎn)品耐久性、耐腐蝕性、剛性小、空間感和美觀等問題。
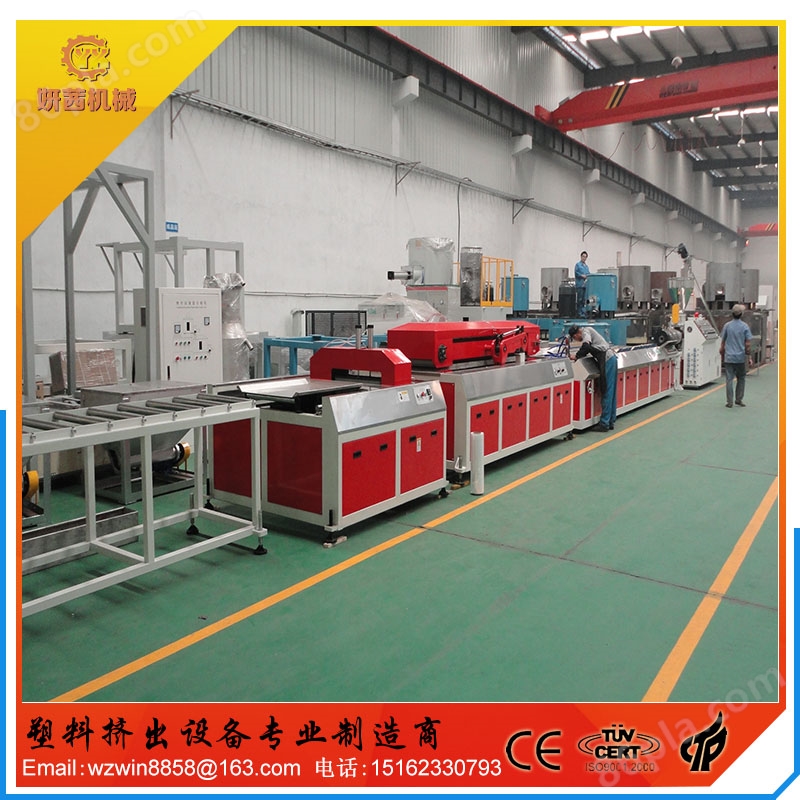
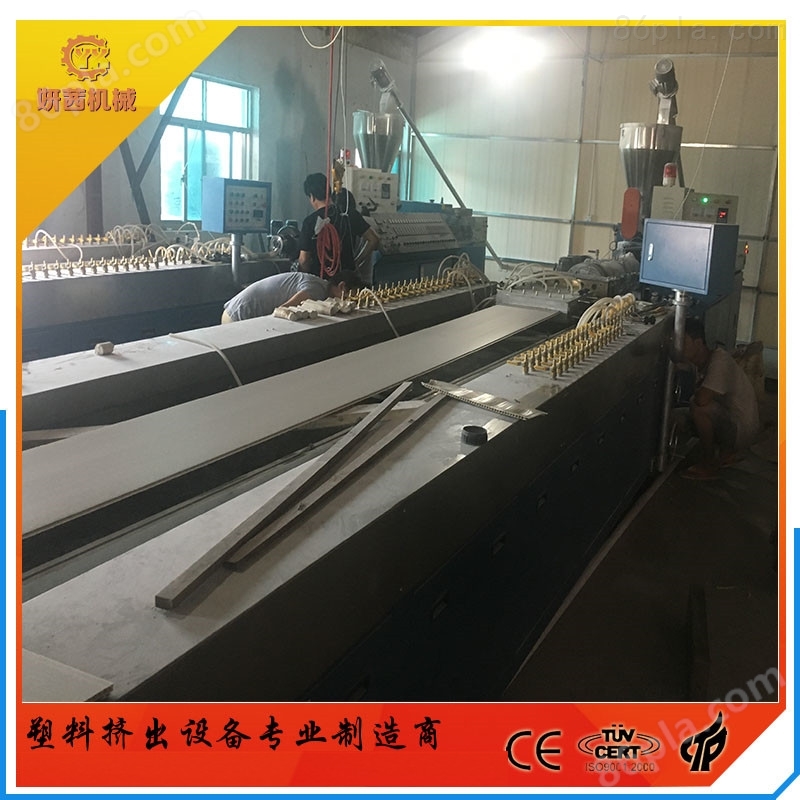
PVC護(hù)墻板生產(chǎn)線/機(jī)器/設(shè)備工藝流程及設(shè)備功能
原料混合→擠出機(jī)→擠出摸頭→壓花機(jī)→瓦片成型機(jī)→自動切割機(jī)→成品驗(yàn)收
*步、原料混合:是將PVC、填充料、穩(wěn)定劑、增塑劑、抗氧化劑等其它輔料,按比例、工藝先后加入高速混合機(jī)內(nèi),經(jīng)物料與機(jī)械自摩擦使物料升溫至設(shè)定工藝溫度,然后經(jīng)冷混機(jī)將物料降至40-50ºC;這樣就可以加入到擠出機(jī)的料斗。
第二步、擠出機(jī)部分:本機(jī)裝有定量加料裝置,使擠出量與加料量能夠匹配,確保制品穩(wěn)定擠出。由于錐形螺桿的特點(diǎn),加料段具有較大的直徑,對物料的傳熱面積和剪切速度比較大,有利于物料的塑化,計(jì)量段螺桿直徑小,減少了傳熱面積和對熔體的剪切速度,使熔體能在較低的溫度下擠出。螺桿在機(jī)筒內(nèi)旋轉(zhuǎn)時,將PVC混合料塑化后推向機(jī)頭,從而達(dá)到壓實(shí)、熔融、混煉均化;并實(shí)現(xiàn)排氣、脫水之目的。加料裝置及螺桿驅(qū)動裝置采用變頻調(diào)速,可實(shí)現(xiàn)同步調(diào)速
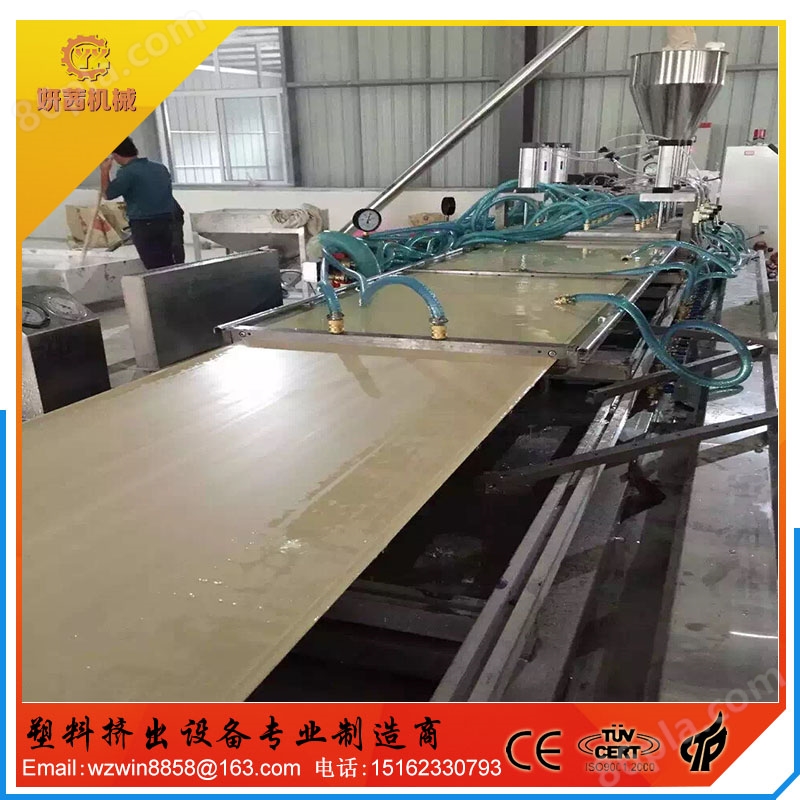
第三步、擠出模頭部分:經(jīng)壓實(shí)、熔融、混煉均化的PVC,有后續(xù)物料經(jīng)螺桿推向模頭,擠出模頭是片材成型的關(guān)建部件,模頭可實(shí)現(xiàn)片材厚度手動調(diào)節(jié)。
第四步、壓花機(jī)部分:將剛從模頭出來的物料送至壓機(jī)輥間,通過壓花輥的旋轉(zhuǎn)自動將輥輪上的花紋壓在產(chǎn)品表面,形成花紋。
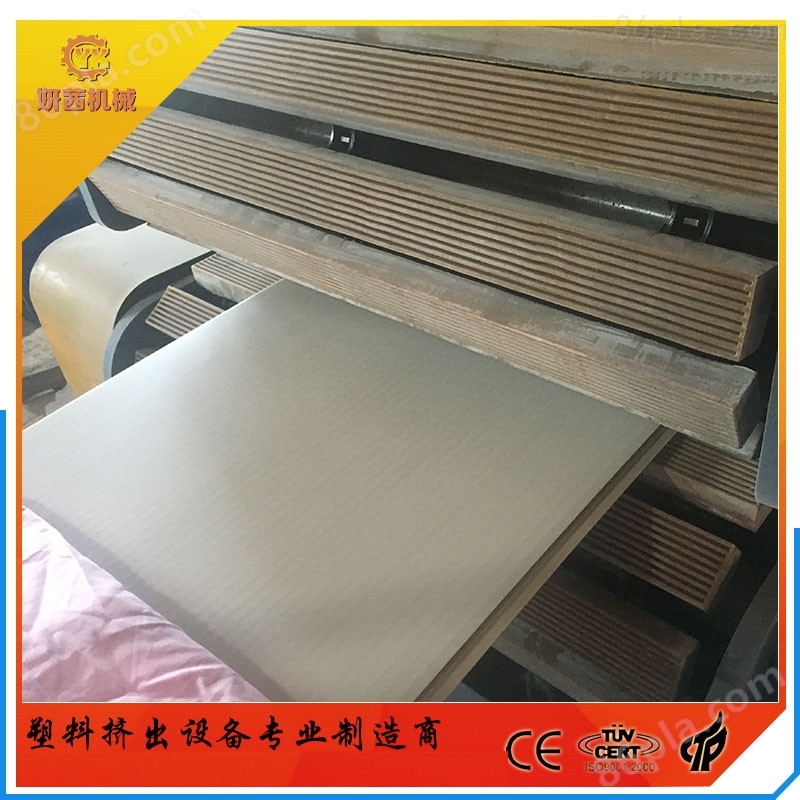
第五步、瓦片成型機(jī)部分:采用鋁模塊牽引,自動地將片材從機(jī)頭處引出來,通過鋁模塊的形狀自動成型并通過風(fēng)機(jī)降溫定型。變頻調(diào)速。
第六步、自動切割機(jī)部分:由計(jì)波器根據(jù)要求波數(shù)控制后,進(jìn)行自動剪切,實(shí)行流水生產(chǎn),完成剪切全過程,在剪切過程中與片材運(yùn)行保持同步,切割過程由電動和氣動驅(qū)動完成, 剪切機(jī)設(shè)有吸塵裝置。