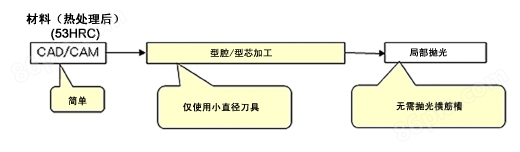
東芝注塑機UVM-C 系列應用
- 精密模具加工
- 半導體相關的精密零部件加工
東芝注塑機UVM-C 系列功能
UVM-450C 在秉承高速、優質加工理念的基礎上開發,配備高精度空氣靜力軸承主軸。這是一款高精度機器,適合精密模具應用。
與傳統機種相比,該機器有助于確保降低運行成本,明顯提高加工質量。
該設備預期可實現以下特定效果:
- 標配 60,000 min-1 主軸
=> 縮短了加工時間 - 使用非接觸空氣軸承,主軸服役壽命幾乎無限長
即使主軸受損,其維修成本也比其他機床的主軸低得多。
=> 降低了維修成本 - 實現主軸的高旋轉精度,延長了刀壽命
此外,主軸高速運行無時間限制,只需使用小直徑刀就可執行加工。
=> 降低了刀成本
=> 減少了所用刀的類型
=> 縮短了 CAM 人工操作時間 - 大大提高了加工表面的質量
=> 縮短了人工拋光時間 - 大大提高了加工精度
=> 實現了高附加值加工 - 使用一臺機器和各種選件(如旋轉工作臺)完成不同類型的加工作業
=> 該機器能提供各種類型的功能
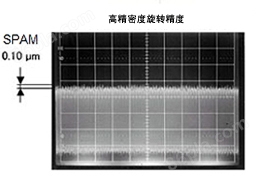
高速空氣靜力軸承主軸

主軸轉速:60000 min-1
SPAM(*):0.10 μm
TIR:1 μm
(*1) 通過“單點異步誤差運動”方法測量
1. 高速且發熱量低
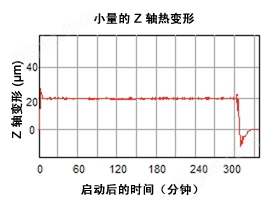
- 縮短了加工時間
- 減少了所用刀類型和工序數(使用小直徑刀)
- 主軸熱位移低(參見右圖)
- 參見加工示例 11、12、13
- 參見加工示例 5~13
2. 高旋轉精度
- 實現高質量加工表面
- 延長了刀壽命
- 參見加工示例 1、2、3
- 參見加工示例 5、6、7
- 參見加工示例 12
3. 軸承終身服役
- 可實現高速連續加工
- 維護成本降低
4. 低級別振動和噪音
- 實現高質量加工表面
- 改進工作環境
- 參見加工示例 1、2、3
主軸功能對比
| 項目 | 滾珠/滾柱軸承主軸 | 空氣靜力軸承主軸 |
|---|---|---|
| 軸承壽命 | 2000 ~ 3000 小時 | 幾乎無限長 |
| 連續運行時間 | 數小時 | 幾乎無限長 |
| 驅動馬達 | 多個 10 kW | 1.6 kW |
| (發熱導致損耗過度、噪音和振動) | ||
| 刀壽命 | 較短(由于旋轉精度低) | 較長(由于旋轉精度高) |
| 所需主軸更換時間 和成本 | 2 ~ 7 天,成本高昂 | 2 ~ 3 小時,成本低廉 |
線性馬達驅動器
高精度造型
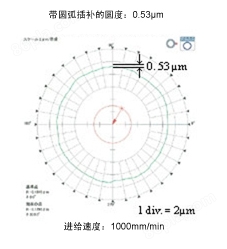
使用高進給速率加工優質表面,為 X、Y 和 Z 軸提供線性馬達驅動系統。
- 由于空動zui小化,實現了圍繞象限切換區域執行優質平滑加工。
- 消除了不利因素(例如,滾珠螺桿驅動系統的影響),實現了優質的成品平面。
- 參見加工示例 2、3
高精度定位和平滑進給
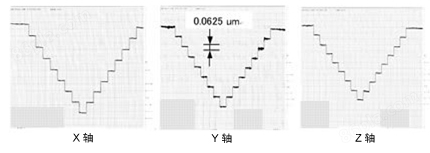
實現了 0.1 μm 可靠步進進給,為 X、Y 和 Z 3 個線性軸提供了 0.01 μm 編程分辨率。
- 參見加工示例 3
高效冷卻系統
將熱變形控制到zui低程度
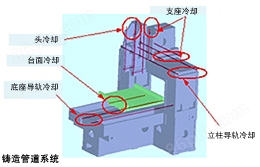
機體中的鑄造管由東芝機械自行開發。
各種應用
(1) 高速主軸
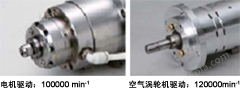
更換標配主軸
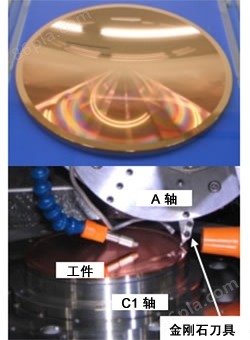
(2) 垂直旋轉和分度工作臺(C1 軸)

示例
- 交叉槽加工
- 車削
- 菲涅耳透鏡加工
- 參見加工示例 5
(3) 工件水平旋轉和分度工作臺(A2 軸)

示例
- 透鏡模具加工
- 車削
(4) 刀旋轉和分度頭(A 軸)

示例
- 槽加工
- 通過逐漸更改角度進行槽加工
- 自動刀更換(小塔)
- 參見加工示例 4
(5) 刀轉向頭(C2 軸)

示例
- 曲線槽加工
- 精良槽加工
(例如,分析芯片)
(6) 高速微圖案加工系統
刀以壓電振蕩器級高速移動。短時間內加工好微圖案。
自動換刀裝置
支持長時間高效運行的自動換刀裝置
主要規格
主要規格
- 支持研磨(可選配全功能系統)
- 配備 ATC
| 主要規格 | UVM-450C | |
|---|---|---|
| 行程 | X 軸(工作臺水平移動) | 450 mm |
| Y 軸(主軸交叉移動) | 450 mm | |
| Z 軸(主軸垂直移動) | 200 mm | |
| 工作臺 | 工作臺面 | 450 mm × 450 mm |
| 工作臺余量負荷 | 100 kg | |
| 主軸 | 主軸轉速 | 6000 - 60000 min-1 |
| 馬達功率 | 1.6 kW/37920 min-1 | |
| zui大進給速率 | X、Y:15 m/min Z:10 m/min | |
| 編程分辨率 | X 軸、Y 軸、Z 軸:0.010 mm | |
| 數控系統 | FANUC 系列 30i-MODEL A | |
| 機床尺寸 | 2100 mm × 2450 mm × 2150 mm | |
| 機器重量 | 5000 kg | |
加工示例
示例 1(高速高旋轉精度主軸的效果)
連續微型鉆孔
材料:SUS310
孔直徑:φ0.01,0.08 貫穿深度
刀:碳化鎢鉆孔 φ0.01 x 0.1
示例 2(高速主軸和線性馬達驅動器高精度造型控制的效果)
LED 透鏡模具
材料:STAVAX® 52HRC
刀:cBN R0.5 滾珠端銑
刀旋轉速度:60000 min-1
(STAVAX® 是 Bohler Uddeholm AG 的注冊商標)
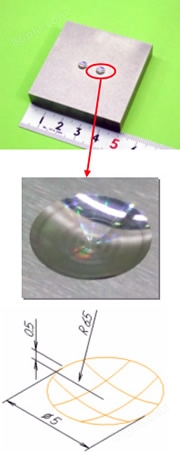
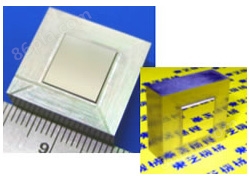
LED 透鏡陣列模具
材料:STAVAX® 52HRC
形狀:球面,φ孔徑 4,深度 2
刀:cBN R0.5 滾珠端銑
表面粗糙度:0.032 μm Ra
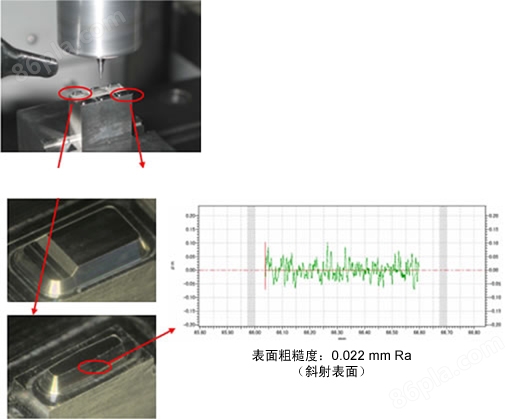
LED 封裝反射鏡模具
材料:STAVAX® 52HRC
刀:cBN φ0.5 牛鼻端銑
表面粗糙度:0.022 μm Ra
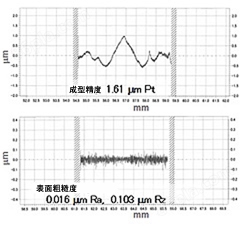
示例 3(高旋轉精度主軸和線性馬達驅動器平滑進給的效果)
平面
材料:SKD61 52HRC
刀:cBN φ0.5 牛鼻端銑
刀旋轉速度:60000 min-1
加工時間:2 小時
表面粗糙度:0.004 μm Ra
自由形狀表面 (2.5D)
材料:DC53 60HRC
刀:cBN R0.5 滾珠端銑
刀旋轉速度:60000 min-1
加工時間:8 小時
表面粗糙度:0.008 μm Ra
自由形狀表面 (3D)

材料:DC53 60HRC
刀:cBN R0.5 滾珠端銑
刀旋轉速度:60000 min-1
表面粗糙度(加工時間):
0.015 μm Ra(20 小時)
0.020 μm Ra(5 小時)
示例 4(線性馬達驅動器平滑進給的效果,A 軸應用)
通過刨床加工拋光鏡面
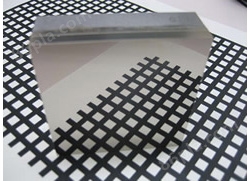
材料:STAVAX® 上鍍 Ni-P
刀:單結晶金剛石刀
端部 R10
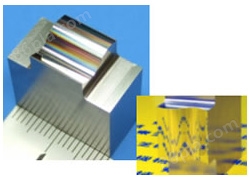
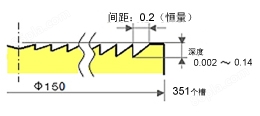
示例 5(線性馬達驅動器的平滑進給效果,C 軸應用)
菲涅耳透鏡模具
材料:鍍銅
刀:單晶金剛刀
工作旋轉速度:400 min-1
加工時間:62 分鐘
示例 6(高旋轉精度主軸的效果 => 延長刀壽命)
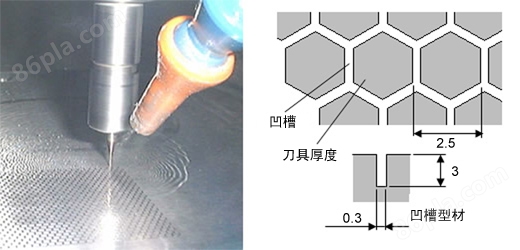
用刀開槽
材料:SUS630 40HRC
刀:碳化鎢 φ0.3 扁平端銑
加工時間:每個元件 5 分鐘
總共 120 小時
刀壽命:120 小時(刀加工了 1440 個元件)
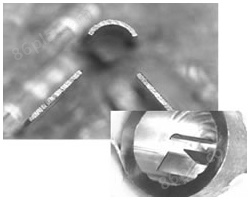
示例 7(高旋轉精度主軸的效果 => 延長刀壽命)
用一個刀連續加工

殼腔
材料:CENA1® 40HRC
刀:碳化鎢 R0.5 滾珠端銑
加工時間:55 分鐘/一個型腔
刀壽命:用一個刀加工 36 個型腔
(CENA1® 是 Hitachi Metals, Ltd. 的注冊商標。)
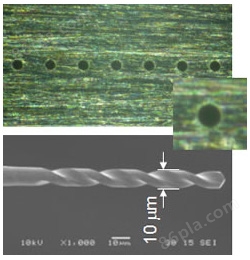
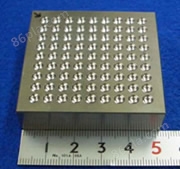
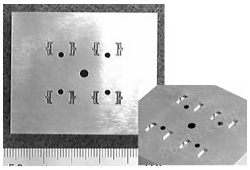
示例 8(高旋轉精度主軸的效果 => 延長刀壽命)
用一個小直徑銑床進行高速鉆孔

φ0.08 mm 0.4 mm 深 3452 通孔
材料:SUS410
刀:碳化鎢 φ0.08 銑床
連續加工時間:138 小時
示例 9(高速主軸的效果 => 通過小直徑刀改進加工工藝)
Cu-W 薄壁加工
壁厚 0.11 mm 高度 3 mm
材料:Cu-W
刀:碳化鎢 φ0.7 扁平端銑
示例 10(高速主軸的效果 => 通過小直徑刀改進加工工藝)
使用小直徑端銑加工硬化鋼
材料:SKD11 58HRC
刀:碳化鎢 φ0.4 扁平端銑
示例 11(高速主軸的效果 => 通過小直徑刀改進加工工藝)
用小直徑端銑高速加工
材料:NAK80® 40HRC
(NAK80® 是 Daido Steel Co., Ltd. 的注冊商標)
小直徑端銑高速加工效果
| 機床 | 普通機床 (加工中心等) | 高速機床 UVM-450C | |
|---|---|---|---|
| 所用刀 | 粗加工 | R3 | R1 |
| 中精加工 | R3 + R1 | - | |
| 精加工 | R1 | R1 | |
| 加工時間 | 粗加工 | 5 分鐘 | 25 分鐘 |
| 中精加工 | 10 分鐘 + 27 分鐘 | - | |
| 精加工 | 80 分鐘 | 45 分鐘 | |
| 總加工時間 | 122 分鐘 | 70 分鐘 | |
| NC 程序數量 | 用于 R3/用于 R3+R1/用于 R1 總共 4 個 | 用于 R1/-/用于 R1 總共 2 個 | |
| 粗加工后的表面狀態 (取消中精加工的原因) |
由于使用 R3 滾珠端銑加工,因此表面比較粗糙 |
由于使用 R1 滾珠端銑加工,因此表面精細 | |


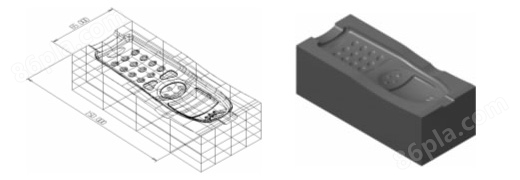
示例 12(高速主軸的效果 => 通過小直徑刀改進加工工藝)
注塑成形 A4 Note PC 型腔

上蓋型腔
材料:NAK55®
(NAK55® 是 Daido Steel Co., Ltd. 的注冊商標)
刀:碳化鎢滾珠端銑
加工條件:(粗加工/R1.5)
刀旋轉速度:30000 min-1
進給速率:6000 mm/min
切削深度(Z 軸): 0.5
| 機床 | 20000 min-1 主軸 (滾珠/滾柱軸承主軸) | 高速機床 UVM-450C (空氣靜力軸承主軸) | |
|---|---|---|---|
| 刀 | 粗 加工 | R10、R5、R3 | R1.5 |
| 精加工 | R3、R1.5 (嵌邊)R1、R0.5 | R1.5 (嵌邊)R1、R0.5 | |
| 加工時間 | 粗 加工 | 10 小時 | 4.5 小時 |
| 精加工 | 16 小時 | 4 小時 | |
| 運行成本 | 6 種類型,10 件 刀成本 12 萬日元 包括刀架 30 萬日元以上 | 3 種類型,4 件(R1.5 為 2 件) 刀成本 25 萬日元 | |
示例 13(高速主軸的效果 => 通過小直徑刀改進加工工藝)
用于注塑成型的殼模具

材料:SKD61 (H13)
客戶 A 傳統工藝:工藝所需天數 => 超過 1 周
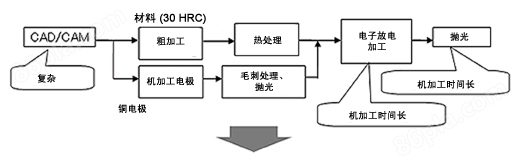
用高速機床改進工藝:工藝所需天數 => 2 天