
塑料帶狀材料的制作
2012年04月13日| 資料類型 | 文件 | 資料大小 | |
| 下載次數 | 0 | 資料圖片 | 【點擊下載】 |
| 上 傳 人 | 默認 | 需要積分 | 0 |
| 關 鍵 詞 | |||
- 【資料簡介】
- 塑料膜片使用與紙張和紙板*不同的技術生產而成。在KlocknerPentaplast進行的未增塑的或曰剛性的PVC的生產例子用插圖說明了近來如何在高溫砑光機上設定膜片的性質。
膜片材料的生產是聚合物加工的一個已經確立的領域,因為這類膜片可用于無數不同的應用之中。不管是作為半成品還是成品,它們的范圍極大的改良可能性是幫助其滿足行業中大多數不同分支的先決條件。已經為塑料帶狀材料的生產開發出了多種不同的工藝技術,可為諸多的不同應用產出適用的膜片。這些技術指的是用縫模擠壓成型或吹風成型、涂敷、注塑和壓延。
未增塑的PVC膜片的壓延(砑光)
壓延是一種加工方法,此法在兩根或多根輥子之間的間隙中以確定的加工溫度通過壓力使高粘度聚合物配制品形成無窮盡的帶狀材料。設定的間隙寬度將決定所生成的膜片厚度。所形成的間隙壓力由間隙的幾何形狀和被壓延材料的流變性質得出。因此,應把砑光機看作一臺*用于成型目的的加工機器。zui初的與砑光機類似的機器在1800年之前就已設計出來,用于紡織品表面的平滑加工。在1836年用于貼橡膠和在紡織品上涂橡膠的砑光機被授予了*個。對更高生產速度和更嚴格公差的要求進一步促進了砑光機的發展并且使其應用范圍得以擴大,除橡膠外還可將其用于聚氯乙烯(增塑和未增塑的PVC)的加工。于1937年面世的*臺用于未增塑的PVC的砑光機設計需要加熱至220℃。1960年左右高活性穩定劑問世,從而可以為以前使用的低溫工藝(LT)補充一種經過改良的配方和以砑光機內的更高溫度為基礎的高溫工藝(HT)。
在過去的幾十年中,技術配置和設備實際上保持不變。*真正變化的是壓延輥的加寬,以提高產量或便于膜片生產的專業化。用于未增塑的PVC膜片生產的已確立的技術以HT(高溫工藝)為基礎,四輥或五輥砑光機的寬度在1,800毫米到3,000毫米之間。高溫工藝的優點在于具有更多的對膜片特性進行改良的選擇,而且更寬的機器也將使產量更大。使用的材料主要是K值(聚合度)在58-63左右的S-PVC和M-PVC,這樣可以生產出具有高透明度、良好深拉特性及厚度相當大的膜片。
未增塑的PVC
在生產量和消耗量方面,PVC以每年2,860萬噸在zui常用標準聚合物列表中位居第三,排在聚乙烯(5,700萬噸)和聚丙烯(3,500萬噸)之后。在過去的大約60年中,從zui初的每年1萬噸到現在的近3,000萬噸的持續增長的消耗量反映了PVC對工業發展的持續重要性。由于與所有助劑和介質均兼容,PVC已經建立并保持了一個非常寬廣的應用范圍,從窗戶框和膜片到漿糊和涂料。
在德國和歐洲的其它地方,未增塑的PVC的加工量是增塑的PVC的大約兩倍。未增塑的PVC膜片占PVC總消耗量的15%左右。包裝用膜片占總的膜片生產的約60%。更加重要的應用是技術膜片和印刷膜片。20%的未增塑的PVC經壓延制成,其zui重要的市場領域是包裝和技術應用。
氯乙烯是由HenriVictorRegnault于1835年首*行生產。*次工業規模的生產于1938年在德國的IGFarben開始,并幾乎同時在美國的unionCarbide和DuPont開始生產。現在對其是用使氯和乙烯進行一段或兩段反應的方法進行生產。氯含量為57%的PVC所需的礦物油比其它任何聚合物都少,而且是以下面三種方法之一進行工業化生產:
*乳液聚合法(E-PVC)—用于漿糊和膜片應用;
*懸浮聚合法(S-PVC)—用于所有應用的主要工藝;
*本體聚合法(M-PVC)—主要用于剛性PVC的應用。
對一種特殊的PVC的選擇受到進一步加工的要求和購買價格的約束。S-PVC和M-PVC用途非常之多而且可以互換。M-PVC由于純度的關系,經常被用于制作透明的產品。
膜片的特性
PVC不僅可依據其生產工藝進行區分,還可根據其材料的和加工的特性進行區分(圖2和圖3)。上標準的名稱是PVC-U(用于未增塑的或曰剛性的PVC)和PVC-P(用于增塑的PVC)。作為適于印刷的膜片的一種變體,剛性的PVC顯示出了精選的以下特性:
*高機械強度、剛性和硬度,
*未改良的形態在低溫時對撞擊敏感,
*透明度有變化,
*在低壓和低頻率范圍內有良好的電氣特性,
*對化學侵蝕有很好的抵抗力,
*在去除火源后可自行熄滅。這些特性僅是由生產過程造就的一小部分。更大的作用則來自于在進一步的加工中加入的添加劑,例如穩定劑、滑爽劑、顏料、填充物和導電劑(圖4)。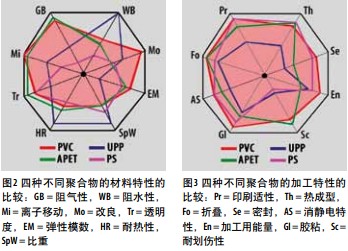 膜片的厚度和厚度波動
膜片的厚度和厚度波動
膜片的厚度將通過壓延輥調整裝置進行設定。包裝用膜片的厚度范圍通常在100至800微米之間。在生產過程中以輻射測量的方法測量厚度,但在實驗室則是在兩個承受規定壓力的量規表面之間以機械的方式進行檢查。厚度偏差可能出現在縱向、橫向及對角線方向。在橫向上的厚度波動主要靠砑光機的補償系統給以克服。厚度的斷面輪廓可以通過使壓延輥中央拱起、彎曲或扭曲的措施得到改善,使用吹風系統提供局部的厚度校正。
在縱向上的偏差通常由壓延輥軸承竄動過大、運行不或zui后一個壓延輥后面的速度波動所造成。壓延輥間隙中的負荷波動同樣是可能的原因之一。
另一個令人煩惱的來源是形成的所謂流痕與運行方向傾斜。由升高約10微米造成的變化的光折射將影響膜片的光學質量。流痕是由被輸送到壓延輥的被揉捏的聚合物熔體中的不均一性所造成,究其原因,依次可能是源自產量的波動或溫度的差異。
當前用于不同應用的厚度波動的極限值,對剛性PVC膜片來說是在3%和10%之間。我們自己的研究顯示,厚度的偏差很少與配方相關。
與印刷加工相關的表面特性
對剛性PVC將以所選的光澤的、無光澤的和壓花的表面進行生產。對各膜片的表面將通過相應的無光澤的或光澤的壓延輥表面或附加的單獨的模壓模塊、配方中的消光劑或zui后的壓延輥和導出裝置中的溫度進行控制。
對印刷用膜片來說,表面的均一性尤其是一個決定性的因素,因為要求這個表面顯示出適于隨后進行的印刷加工的特性。光澤的、無光澤的和壓花的膜片都適用于絲網印刷和UV膠印。對傳統膠印來說,無光澤的膜片是zui常用的基材,而光澤膜片適用于凹印應用。
膜片的收縮
收縮指的是當膜片暴露于熱量之下時其長度和寬度的變化。可影響收縮的因素包括:
*對砑光機之后的溫度和速度進行的控制,
*影響玻璃相變溫度的添加劑,
*影響拉伸的添加劑,
*減少松弛的設計措施。
造成這種收縮的原因是處于標明硬度和彈性之間相對較窄的相變范圍的所謂的玻璃相變溫度之上的膜片的膨脹。這一膨脹導致了分子鏈的定向,而且分子鏈在隨后冷卻時將被“凍結”在其新的狀態中。晚些時候以高于玻璃相變溫度的一個溫度進行的重新加熱將釋放凍結應力,使分子返回其原始結構。所出現的恢復力顛倒了原來的變形并且產生了收縮。
透明度
膜片的一個重要的光學性質就是它的透明度(圖5),即膜片后面的輪廓(例如所包裝的貨物或字體)保持可見和可識別的程度。透明度受配方、zui后一根壓延輥和*根導出輥的表面及這兩根輥的溫度控制的影響。在影響透明度的諸多膜片缺陷中包括上面提到的流痕,由其形成的厚度波動將導致光學變形。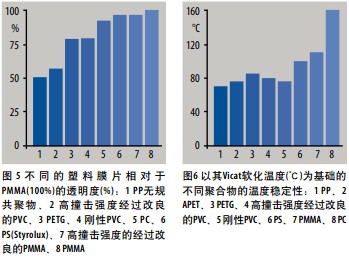
膜片的均一性和平面度
膜片的均一性可理解為某些對諸如拉伸、印刷或深拉等下游加工尤為重要的光學的和機械的膜片特性的規律性。
溫度差別,不管是在輥子寬度上還是在輥子圓周上,都會以平面度缺陷的方式造成厚度偏差,其結果就是使單張的膜片不能放平,卷筒膜片在開卷時會偏離其正確的運行方向。這種溫度差別還可能是在膜片寬度方向上發生膨脹的原因,其方式與因不平行的輥子設置或運行的錯誤造成的各種各樣的膨脹如出一轍。這些缺陷首先可在帶狀膜片的邊緣上顯示出來,如果情況特別嚴重,就意味著這些邊緣不再適合進一步的加工。
增塑劑流動過程不順利或在*個壓延輥間隙中的流動過程不順利造成的停留時間過長,也會使作用在膜片上的熱負荷發生變化,進而造成熱降解的變化。在對膜片進行拉伸或彎曲時發現的強度波動就是這種情況在分子結構中造成的不均一性的證明。在進行橫向拉伸時,這種情況可能會導致在膜片上出現撕裂或孔洞等情況。
撞擊強度和剛性
在以后的加工中或晚些時候的使用中,膜片經常會暴露在機械撞擊應力之下。它們承受這種應力的能力被稱為撞擊強度,將會根據一個等級表將其分為從脆弱到高撞擊強度的不同級別。
可以用適當的改良劑(例如MBS、CPE、ABS或丙烯酸鹽)改變撞擊強度。它們的作用是加強、提高相關PVC的K值。將與均一性相關的增塑和壓延加工的設置優化和溫度的控制對獲得特殊的撞擊強度也將同樣重要。
一種膜片的剛性取決于它的彈性模數和它的厚度。例如,為了獲得相同的抗彎剛度,PP膜片的厚度必須是PVC膜片的1.3倍。
溫度穩定性(Vicat)
如果要對膜片進行進一步的加工或將其用于食品和藥品行業,一個關鍵的特性就是溫度穩定性,例如要能夠在微波爐中或滅菌處理中進行加熱。圖6給出了各種聚合物的所謂Vicat軟化溫度。聚碳酸酯特別適用于要求使用這種分布圖的地方。
阻透性
一種膜片的阻透性越高(圖7),它對于某些介質的可透性就越低。阻透性將用一定體積或數量的氣體(“氣體滲透”)或蒸氣(如“水滲透”)以所確定的氣體或蒸氣的壓力差在一天的時段中通過具有規定厚度的一平方米的膜片的滲透程度(圖8)進行量化。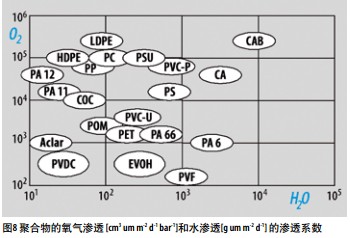

- 凡本網注明"來源:塑料機械網"的所有作品,版權均屬于塑料機械網,轉載請必須注明塑料機械網,http://6868dy.com。違反者本網將追究相關法律責任。
- 企業發布的公司新聞、技術文章、資料下載等內容,如涉及侵權、違規遭投訴的,一律由發布企業自行承擔責任,本網有權刪除內容并追溯責任。
- 本網轉載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點或證實其內容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。





