
今日要聞












推薦展會
更多 > >



推薦專題
更多 > >

推薦視頻
更多 > >



塑料激光焊接及其應用
隨著綠色環保理念在工業生產中的貫徹以及生產成本控制方面的考慮,塑料作為一種性能優異的可再生非金屬材料,被日益廣泛地應用在各行業的零部件設計、制造上,傳統的金屬部件越來越多地被擁有同樣工作性能的塑料部件替代,同時對塑料零件之間的焊接連接技術和焊接質量也提出了更高的要求,這些變化為激光焊接技術在塑料材料領域的應用提供了契機。
傳統塑料焊接常用的方法
●超聲波焊接
超聲波焊接法通過機械高頻振動而形成接縫。待裝配的部件加壓夾持于振蕩焊頭和固定焊頭之間,然后與接觸面呈直角,接受頻率為20~40KHz的超聲振動。交替式高頻應力在接縫界面處產生熱量,從而形成的焊接。
用于這一工藝的工具十分昂貴,因此,適宜在生產量較大時采用。應用領域包括在多頭機上焊接醫療器材所用的閥門和篩檢程序、盒體、汽車部件、吸塵器外殼等。
●摩擦焊接
熱塑性塑料摩擦焊接(也稱為“旋轉焊接”)與金屬焊接的原理相同。在這種焊接工藝中,將一片基材固定,另一片基材以受控的角速度旋轉。當部件壓合在一起時,摩擦熱導致聚合物熔融,冷卻后即形成焊接。摩擦焊接能產生優良的焊接質量,焊接工藝簡單,重復性強,僅適合于至少有一個部件是圓形且不需要角度對齊的應用領域。
●振動焊接
振動焊接也稱為線性摩擦焊接。兩件熱塑性部件在適當的壓力、頻率和振幅下相互摩擦,直到產生足夠的熱量使聚合物熔融為止。振動停止后,部件彼此對齊,熔化的聚合物固化后形成焊接。
此焊接工藝主要優點在于能高速焊接大型復雜線性部件。其它強項包括:能同時焊接多個部件,焊接工具簡單,幾乎能焊接所有熱塑性材料,主要用于汽車和家用電器行業。
●熱板焊接
對于塑料接合來說,熱板焊接是zui簡單的批量生產技術。高溫熱板夾于待接縫的表面之間,直到軟化為止。此時,將熱板抽出,兩表面在受控壓力之下貼合,保持一段特定的時間后合在一起。然后,讓熔融表面冷卻,形成焊接。焊接工具或加熱組件配有內置電熱器,以避免塑料粘連于焊接工具上。
多種日常用品都采用這一焊接工藝,例如:吸塵器外殼,洗衣機和洗碗機部件、制動液油箱、后燈、指示燈等汽車部件。熱板焊接法的弊端在于焊接速度較慢。
●熱氣焊接
熱氣焊接法利用加熱的氣流(通常為空氣)將熱塑性塑料基材和熱塑性塑料焊條加熱和熔化。基材和焊條熔融后形成焊縫。為確保有效焊接,必須在焊條上施加適當的溫度和壓力,還應確保合適的焊接速度和焊槍位置。主要用途包括化學品存儲容器、通風管道和汽車保險杠等注塑件維修等。氮氣用于氧氣敏感的材料,如聚乙烯;氧氣則形成更高的焊接強度。
這一焊接方法的主要優點在于能焊接大型、復雜的部件,但是焊接速度慢,焊接質量*依賴于焊工的技能。
●植入焊接
在植入焊接中,首先將金屬嵌件夾在待接縫的部件之間,然后通過感應或電阻方式加熱。采用電阻焊接時,要求沿接縫放置電線將電流傳導到植入件中;采用感應焊接時則不需要這種方式。植入焊接法已用于焊接大型部件等的復雜接縫,包括汽車保險杠、電動汽車和游艇船殼等。
塑料激光焊接
●塑料激光焊接原理
zui常用的激光焊接形式被稱為激光透射焊接,首先將兩個待焊接塑料零部件加壓力夾在一起,然后將一束短波紅外區的激光定向到待粘結的部位。

圖1塑料激光焊接基本原理圖
激光束通過上層透光材料,然后被下層材料吸收,激光能量被吸收后轉換為熱能,由于兩層材料被壓在一起。熱能從吸收層傳導到透光層上,使得兩層材料熔化并結合。
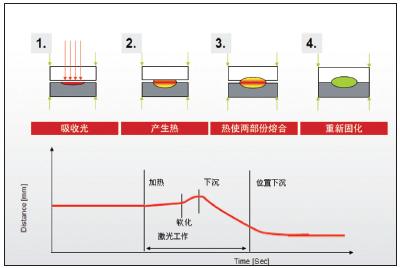
圖2塑料激光焊接過程示意圖
同時由于材料本身的熱膨脹擴張產生內部壓力。內部壓力與外部壓力共同作用確保了兩部分的堅固焊接。圖1、圖2直觀地說明了塑料激光焊接的原理與過程。
●塑料激光焊接的工藝
(1)激光的波長
塑料焊接過程中常用的是二極管激光器或半導體激光器。光束處于近紅外區域,并且光束波長在400~1,100μm,可以通過光纖傳輸,在這個范圍內的激光束可以被大多數的塑料所吸收。二極管激光焊接系統緊湊,并且激光器還可以達到更別的功率。激光的波長可以根據特殊要求來設計。半導體激光器的波長一般是808~980μm。半導體激光器投資成本小,體積小,效率高。
(2)塑料材料
熱塑性塑料包含無定形塑料和半晶性塑料。能夠被激光焊接的塑料均屬于熱塑性塑料。理論上,所有熱塑性塑料都能夠被激光焊接。塑料激光焊接技術對被焊接塑料的要求為:在熱作用區內的材料,要求對激光光波的吸收性好;不屬于熱作用區部分的材料,則要求對光波的透過性好,尤其在對兩件薄塑料件進行疊焊時更是如此。一般向熱作用區塑料中添加吸收劑可以達到目的。
(3)吸收劑
吸收劑的應用是塑料激光焊接工藝中非常重要的工藝。塑料激光焊接的本質是將熱作用區的待焊接塑料融化,隨后冷卻自然實現塑料件的接合。讓塑料融化需要使塑料件吸收足夠的激光能量。
通常理想的吸收劑是碳黑,碳黑能夠將紅外波長的激光能量基本全部吸收,從而大大提高塑料的熱吸收效果,使得熱作用區的材料融化得更快、效果更好。一些其他顏色的染料,也能夠起到相同的吸收光波的效果。
添加吸收劑的方法有3種:一是直接向待焊接材料中滲入吸收劑,這樣應該將滲過吸收劑的塑料件放在下面,而把沒有滲吸收劑的塑料件放在上面,讓激光光波通過;二是向塑料件待焊接的表面滲吸收劑,這樣只有被滲透了吸收劑的一部分塑料將成為熱作用區而被融化;三是在兩塊待焊接塑料件的接觸處噴涂上或者印刷上吸收劑。
(4)其他參數
與金屬焊接不同,塑料激光焊接需要的激光功率并不是越大越好。焊接激光功率越大,塑料件上的熱作用區就越大、越深,將導致材料過熱、變形、甚至損壞。應該根據需要融化的深度來選擇激光功率。
塑料激光焊接的速度比較快,一般得到1mm厚焊縫的焊接速度可達20m/min;而采用高功率的CO2激光器焊接塑料薄膜,zui高速度可以達到750m/min。
塑料激光焊接的應用
樹脂降解少,產生碎屑少,焊接過程非接觸,不會產生污染,激光焊接相比其它連接方式所產生的機械應力和熱應力小,因此特別適合于鼠標、、連接器件等加工精密的電子元器件,以及需要以更清潔的方式來熔接的復雜部件,例如含有線路板的塑料制品。汽車、醫療、消費電子、食品等行業都是激光焊接的理想應用領域。
汽車工業:激光焊接塑料技術可用于制造很多汽車零部件,如自動門鎖、無鑰匙進出設備、燃油噴嘴、變檔機架、發動機傳感器、駕駛室機架、液壓油箱、過濾架、前燈和尾燈等。其它汽車方面的應用還包括進氣管光歧管的制造以及輔助水泵的制造。
醫學領域:激光焊接技術可用于制造液體儲槽、液體過濾器材、軟管連接頭、造口術袋子、*、移植體、分析用的微流體器件等。
包裝工業:例如工業制成品的包裝,采用塑料薄膜焊接技術,可以得到加工高速、接縫可靠、外表美觀的塑料包裝。塑料材質外包裝材料的激光焊接連接。塑料材料為熱塑性塑料和人造橡膠。
電子器件產品封裝:電子器件產品的封裝技術對于焊接環境和工藝的要求非常嚴格,例如低塵埃量、低熱量、無強震動,封裝精度高、接縫可靠耐用、外表美觀等。封裝用的材料很大一部分就是塑料,因此塑料激光焊接同樣有很大的應用空間。
激光焊接塑料具有低成本、無污染、高速度、加工方便、實現精密數控容易、原材料適用范圍廣、接合性和工藝性好等綜合優勢,隨著塑料焊接工藝研究和塑料激光焊接設備的逐步商品化,塑料激光焊接的應用必將越來越廣泛,技術越來越成熟。
- 凡本網注明"來源:塑料機械網"的所有作品,版權均屬于塑料機械網,轉載請必須注明塑料機械網,http://6868dy.com。違反者本網將追究相關法律責任。
- 企業發布的公司新聞、技術文章、資料下載等內容,如涉及侵權、違規遭投訴的,一律由發布企業自行承擔責任,本網有權刪除內容并追溯責任。
- 本網轉載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點或證實其內容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。





