
今日要聞
-
1
 7月10日-12日,海天國(guó)際邀您共 【詳細(xì)】
7月10日-12日,海天國(guó)際邀您共 【詳細(xì)】 -
2
 小熊電器的成功,離不開(kāi)其在細(xì) 【詳細(xì)】
小熊電器的成功,離不開(kāi)其在細(xì) 【詳細(xì)】 -
3
 1~5月,我國(guó)共進(jìn)口主要合成橡 【詳細(xì)】
1~5月,我國(guó)共進(jìn)口主要合成橡 【詳細(xì)】 -
4
上海潔達(dá)尼龍一體化項(xiàng)目12萬(wàn)噸/年
 2025年6月28日,上海潔達(dá)尼龍 【詳細(xì)】
2025年6月28日,上海潔達(dá)尼龍 【詳細(xì)】 -
5
 6月20日,由老撾工業(yè)貿(mào)易部與 【詳細(xì)】
6月20日,由老撾工業(yè)貿(mào)易部與 【詳細(xì)】 -
6
 當(dāng)前,除了追求簡(jiǎn)單和環(huán)境友好 【詳細(xì)】
當(dāng)前,除了追求簡(jiǎn)單和環(huán)境友好 【詳細(xì)】 -
7
 6月30日晚間,普利特公告稱, 【詳細(xì)】
6月30日晚間,普利特公告稱, 【詳細(xì)】 -
8
UBE株式會(huì)社推出生物循環(huán)己內(nèi)酰胺
 UBE株式會(huì)社在其“環(huán)保產(chǎn)品和 【詳細(xì)】
UBE株式會(huì)社在其“環(huán)保產(chǎn)品和 【詳細(xì)】 -
9
河南塑協(xié)商務(wù)考察團(tuán)受邀與坦桑尼亞
 6月24日,河南省塑料協(xié)會(huì)按照 【詳細(xì)】
6月24日,河南省塑料協(xié)會(huì)按照 【詳細(xì)】 -
10
廣西塑協(xié)領(lǐng)導(dǎo)出席凝聚創(chuàng)新智慧 202
 6月27日,以“‘膜’力創(chuàng)新 【詳細(xì)】
6月27日,以“‘膜’力創(chuàng)新 【詳細(xì)】 -
11
中侖安全生產(chǎn)月|“會(huì)”字當(dāng)頭,“
 中侖新材成員企業(yè),廈門(mén)長(zhǎng)塑、 【詳細(xì)】
中侖新材成員企業(yè),廈門(mén)長(zhǎng)塑、 【詳細(xì)】 -
12
關(guān)于征求《食品安全國(guó)家標(biāo)準(zhǔn) 食品
 應(yīng)國(guó)家食品安全風(fēng)險(xiǎn)評(píng)估中心委 【詳細(xì)】
應(yīng)國(guó)家食品安全風(fēng)險(xiǎn)評(píng)估中心委 【詳細(xì)】
推薦展會(huì)
更多 > >
-
 地點(diǎn): 廊坊市 開(kāi)展時(shí)間: 2025-07-04 舉辦單位: 廊坊國(guó)際展覽集團(tuán)、廊坊市點(diǎn)滴數(shù)碼科技有限公司
地點(diǎn): 廊坊市 開(kāi)展時(shí)間: 2025-07-04 舉辦單位: 廊坊國(guó)際展覽集團(tuán)、廊坊市點(diǎn)滴數(shù)碼科技有限公司 -
 地點(diǎn): 上海市 開(kāi)展時(shí)間: 2025-07-09 舉辦單位: 勵(lì)進(jìn)展覽(上海)有限公司
地點(diǎn): 上海市 開(kāi)展時(shí)間: 2025-07-09 舉辦單位: 勵(lì)進(jìn)展覽(上海)有限公司 -
 地點(diǎn): 青島市 開(kāi)展時(shí)間: 2025-07-10 舉辦單位: 青島金諾國(guó)際會(huì)展有限公司
地點(diǎn): 青島市 開(kāi)展時(shí)間: 2025-07-10 舉辦單位: 青島金諾國(guó)際會(huì)展有限公司




推薦視頻
更多 > >



PP及TPU醫(yī)用介入導(dǎo)管的擠出成型工藝
醫(yī)用介入導(dǎo)管具有尺寸微細(xì)、精度較高的特征,微擠出成型過(guò)程影響因素較多,成型較為復(fù)雜。隨著微加工技術(shù)的快速發(fā)展,對(duì)微擠出模具微細(xì)結(jié)構(gòu)的加工成為現(xiàn)實(shí),也促進(jìn)了微擠出成型技術(shù)的發(fā)展。本文研究了模具溫度、牽引速度和螺桿轉(zhuǎn)速對(duì)聚丙烯和聚氨酯兩種粘度不同的材料導(dǎo)管擠出成型的影響規(guī)律。
微擠出成型制品多數(shù)具有尺寸微小(外徑小于2mm,壁厚小于0.2mm)、幾何精度高等特點(diǎn),在截面形狀相對(duì)簡(jiǎn)單的單腔醫(yī)用介入導(dǎo)管擠出成型過(guò)程中引入微量注氣系統(tǒng),采用擠出模具成型段長(zhǎng)度數(shù)學(xué)模型和微細(xì)電火花成型加工技術(shù),可設(shè)計(jì)制造單腔微擠出模具。在擠出過(guò)程中,為排除導(dǎo)管復(fù)雜截面對(duì)微管尺寸的影響,一般以聚丙烯(PP)和聚氨酯(TPU)為材料,以截面相對(duì)簡(jiǎn)單的單腔導(dǎo)管直徑和壁厚為指標(biāo)。那么單腔導(dǎo)管擠出成型過(guò)程中主要工藝參數(shù)對(duì)不同材料導(dǎo)管截面尺寸變化的影響規(guī)律是怎樣的呢?
1單腔醫(yī)用介入導(dǎo)管擠出模具設(shè)計(jì)和制造
單腔醫(yī)用介入導(dǎo)管截面形狀如圖1所示,由一個(gè)圓型腔和均勻的壁厚組成。導(dǎo)管材料為T(mén)30S聚丙烯(PP)和德國(guó)拜耳5377A聚氨酯(TPU)。PP適合擠出的溫度范圍185℃-275℃,TPU適合擠出的溫度范圍170℃-10℃。
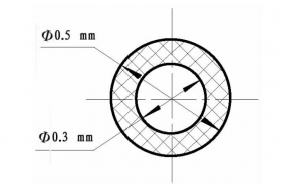
圖1單腔導(dǎo)管截面
通過(guò)Rosand-RH7雙料筒毛細(xì)管流變儀和直徑為0.5mm、長(zhǎng)徑比為16∶1的圓形口模進(jìn)行流變實(shí)驗(yàn),剪切速率取500-4000s-1,可分別獲取PP和TPU的剪切粘度與剪切速率的關(guān)系曲線如圖2。在同樣的剪切速率下,PP的剪切粘度要小于TPU的剪切粘度,PP的擠出體積流率要大于TPU的擠出體積流率。
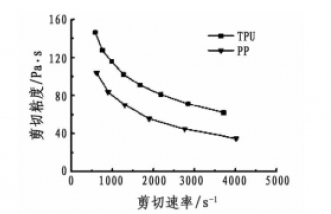
圖2PP和TPU的剪切粘度與剪切速率曲線
由單腔醫(yī)用介入導(dǎo)管的截面形狀,設(shè)計(jì)其口模截面如圖3。
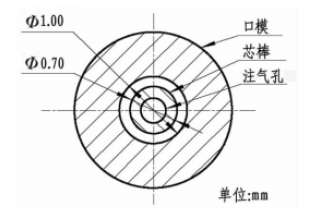
圖3單腔導(dǎo)管口模截面
成型段長(zhǎng)度是擠出模具zui重要的結(jié)構(gòu)參數(shù),其長(zhǎng)度直接決定著擠出導(dǎo)管的質(zhì)量和產(chǎn)量。如果成型段長(zhǎng)度不足,將會(huì)導(dǎo)致制品嚴(yán)重地?cái)D出脹大,擠出的導(dǎo)管截面形狀將無(wú)法控制;如果成型段長(zhǎng)度太長(zhǎng),模具內(nèi)的壓力損失將會(huì)變大,將使擠出體積流率減小,進(jìn)而使制品產(chǎn)量也會(huì)相應(yīng)地減小。根據(jù)成型段長(zhǎng)度計(jì)算公式如(1)可計(jì)算擠出模具成型段長(zhǎng)度:
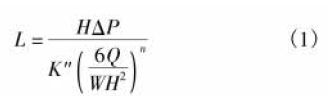
其中L,W,H分別是口模成型段的長(zhǎng)度,口模截面流道的平均周長(zhǎng)和寬度;ΔP是口模成型段處的壓力降;Q是體積流率;n是非牛頓指數(shù);K”是流體稠度。
擠出模具的口模和芯棒設(shè)計(jì)分別如圖4和圖5所示:
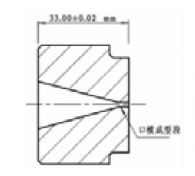
圖4單腔口模
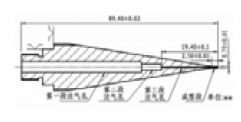
圖5單腔芯棒
單腔醫(yī)用介入導(dǎo)管擠出模具制造的難點(diǎn)在于芯棒微細(xì)結(jié)構(gòu)的加工。針對(duì)芯棒成型段直徑尺寸(0.7mm)微細(xì)、易變形、易斷裂等難于加工的問(wèn)題,采用微細(xì)電火花成型加工技術(shù),實(shí)現(xiàn)了成型段的精密加工;針對(duì)芯棒內(nèi)部大深徑比的注氣孔難于加工的問(wèn)題,采用微細(xì)電火花階梯孔漸進(jìn)式加工方法,實(shí)現(xiàn)了芯棒注氣孔的加工。裝配后的擠出模具如圖6所示。
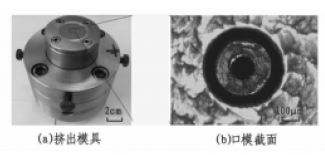
圖6單腔導(dǎo)管擠出模具
2擠出成型
材料為上面所提及的擠出級(jí)聚丙烯(PP)和聚氨酯(TPU),擠出試驗(yàn)設(shè)備是美國(guó)戴維斯公司制造的HPE-100H的單螺桿擠出機(jī)(螺桿直徑為25mm,長(zhǎng)徑比為24∶1),如圖7。

圖7單螺桿擠出機(jī)
導(dǎo)管尺寸由蘇州歐卡精密光學(xué)儀器有限公司制造的工具顯微鏡(型號(hào)VTM-3020F)進(jìn)行測(cè)量。根據(jù)PP和TPU的特性,擠出機(jī)機(jī)筒從入料口到出料口被分成三段加熱區(qū)間,擠出模具的溫度被設(shè)定為200℃。PP和TPU放入70℃烘干箱內(nèi)分別持續(xù)加熱1小時(shí)和3小時(shí)烘干。
在擠出模具里,聚合物被擠出成型。導(dǎo)管通過(guò)牽引機(jī)牽引,經(jīng)過(guò)冷卻水箱冷卻,并在常溫下吹干、切割,zui后獲取導(dǎo)管。在每個(gè)試驗(yàn)工藝下,切割五段導(dǎo)管,并測(cè)量尺寸,取其平均值,以此獲取擠出工藝參數(shù)對(duì)導(dǎo)管尺寸的影響規(guī)律。
影響導(dǎo)管尺寸的工藝參數(shù)主要包括模具溫度,牽引速度和螺桿轉(zhuǎn)速。在試驗(yàn)時(shí),導(dǎo)管型腔注氣速度為6mL/min。(螺桿速度即擠出速度。)
3結(jié)果與分析
在進(jìn)行模具溫度對(duì)PP和TPU導(dǎo)管直徑和壁厚影響的擠出時(shí),螺桿轉(zhuǎn)速為4r/min,牽引速度為6m/min。模具溫度與導(dǎo)管尺寸的關(guān)系曲線如圖8所示。由圖可知,模具溫度對(duì)導(dǎo)管尺寸的影響很小,同時(shí)PP導(dǎo)管尺寸大于TPU導(dǎo)管尺寸。由圖2可知,PP的剪切粘度小于TPU的剪切粘度,所以PP的擠出體積流率要大于TPU的擠出體積流率,擠出的PP導(dǎo)管尺寸大于TPU導(dǎo)管尺寸。

圖8模具溫度與導(dǎo)管尺寸的關(guān)系曲線
圖9是牽引速度與導(dǎo)管尺寸的關(guān)系曲線。在恒定的擠出速度下,伴隨著牽引速度的增加,導(dǎo)管尺寸呈非線性減小。恒定的螺桿轉(zhuǎn)速意味著擠出速度不變,擠出的體積流率保持不變。當(dāng)牽引速度逐漸增加時(shí),導(dǎo)管尺寸逐漸減小。
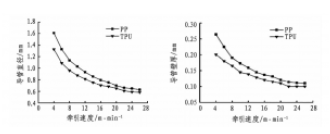
圖9牽引速度與導(dǎo)管尺寸的關(guān)系曲線
導(dǎo)管尺寸減小的變化率越來(lái)越小。在擠出過(guò)程中,剛離開(kāi)口模的聚合物大分子脫離口模的約束,快速恢復(fù)到自然卷曲狀態(tài),進(jìn)而出現(xiàn)擠出脹大現(xiàn)象。同時(shí)在較低的牽引速度下,恢復(fù)后卷曲狀大分子逐漸被拉直,因而導(dǎo)管尺寸減小的變化率非常大。
隨著牽引速度的繼續(xù)增加,大分子逐漸被拉伸到了極限,進(jìn)而出現(xiàn)了分子間的相對(duì)滑移,導(dǎo)管徑向收縮減慢,導(dǎo)致導(dǎo)管尺寸減小的變化率逐漸變小。
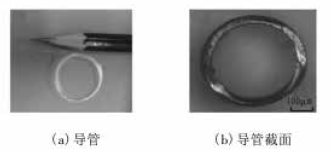
圖10PP導(dǎo)管
此外,由圖9還可以看出,PP導(dǎo)管尺寸比TPU導(dǎo)管尺寸更大。在相同的螺桿轉(zhuǎn)速下,與PP相比TPU的剪切粘度更高如圖2所示。因此從模具中擠出的PP體積流率要大于TPU,進(jìn)而PP導(dǎo)管尺寸要大于TPU導(dǎo)管尺寸。
在進(jìn)行螺桿轉(zhuǎn)速對(duì)PP和TPU導(dǎo)管直徑和壁厚的影響試驗(yàn)時(shí),模具溫度為200℃,牽引速度為6m/min。伴隨著螺桿轉(zhuǎn)速的增加,導(dǎo)管尺寸呈非線性地變大。主要原因在于模具入口前的壓力呈非線性變化。
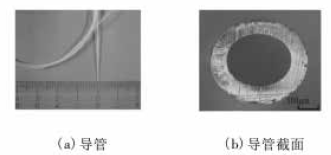
圖11TPU導(dǎo)管
由于PP的剪切粘度小于TPU,PP導(dǎo)管的擠出體積流率大于TPU導(dǎo)管的擠出體積流率,所以PP導(dǎo)管尺寸大于TPU導(dǎo)管尺寸。擠出的單腔導(dǎo)管如圖10和圖11所示,滿足設(shè)計(jì)要求并且有很好的擠出一致性。
通過(guò)對(duì)PP和TPU導(dǎo)管擠出工藝的試驗(yàn)研究,模具溫度對(duì)導(dǎo)管尺寸影響較小;牽引速度和螺桿轉(zhuǎn)速對(duì)導(dǎo)管尺寸的影響呈非線性變化;PP的剪切粘度小于TPU的剪切粘度,PP的擠出體積流率大于TPU的擠出體積流率,因而在同等擠出工藝條件下,PP導(dǎo)管尺寸大于TPU導(dǎo)管尺寸。
- 凡本網(wǎng)注明"來(lái)源:塑料機(jī)械網(wǎng)"的所有作品,版權(quán)均屬于塑料機(jī)械網(wǎng),轉(zhuǎn)載請(qǐng)必須注明塑料機(jī)械網(wǎng),http://6868dy.com。違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
- 企業(yè)發(fā)布的公司新聞、技術(shù)文章、資料下載等內(nèi)容,如涉及侵權(quán)、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔(dān)責(zé)任,本網(wǎng)有權(quán)刪除內(nèi)容并追溯責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來(lái)源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個(gè)人從本網(wǎng)轉(zhuǎn)載時(shí),必須保留本網(wǎng)注明的作品來(lái)源,并自負(fù)版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問(wèn)題,請(qǐng)?jiān)谧髌钒l(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。





