注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
河南正一油脂機械設備有限公司

河南正一油脂機械設備有限公司
油脂精煉工藝及操作說明書(全脫工藝流程) 1:工藝流程 2:操作 2.1過濾毛油(或粗濾毛油)泵入精煉鍋(一般毛油機械雜質≤0.2%)裝油量為煉油鍋的75%左右
油脂精煉工藝及操作說明書
(全脫工藝流程)
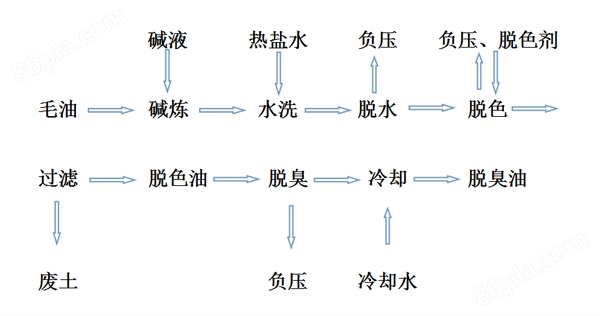
1:工藝流程
2: 操作
2.1 過濾毛油(或粗濾毛油)泵入精煉鍋(一般毛油機械雜質≤0.2%)裝油量為煉油鍋的75%左右。
2.2 堿煉:
① 堿煉之前,先做好堿煉煉油準備工作,把熱水箱和堿水箱根據之前所確定毛油的酸價、雜質、色澤,堿煉時,所需要的熱鹽水和堿液的濃度配好待用。(一般鹽水的濃度為0.7~1%,溫度65℃~80℃,比油的終溫高5~10℃,或同溫。堿液的濃度為12~22Be°,酸價低的用低Be°,高的用高Be°,根據毛油質量而定。)
② 開啟精煉鍋慢攪拌(30轉/分左右),慢攪10~20分鐘,能去掉大部分油沫,然后在配合攪拌的作用下,開啟加熱介質閥門給油加溫,當油溫升到40~60℃時,此時為油的初溫。關閉油的加熱閥門,關閉慢速攪拌,開啟快速攪拌(60~70轉/分),同時開啟堿箱堿液閥門,把事先配好計算好的定量堿液在5~10分鐘內,加入到毛油里進行中和,一般中和時間為10~40分鐘,同時在此期間要不斷地用不銹鋼勺或盤取正在中和的油進行觀察,若發現有小顆粒出現,開啟加熱介質閥門使油升溫,油的升溫速度以0.5-1℃/min,油的終溫高于油的初溫10℃為好關閉加熱介質閥門。待看到精煉鍋內有皂角凝絮,油脂能在勺中能快速沉淀到底部時,關閉攪拌器,讓鍋中的堿煉油靜止沉淀5~8小時,沉淀時間到時,打開鍋下邊的放皂腳閥門,放凈全部皂腳后,關閉此閥,把堿煉過的油轉入水洗鍋或就在本鍋內進行水洗。
2.3 水洗:
堿煉好的油在水洗鍋內,配合慢攪升溫,終溫升到80℃時,關閉加熱閥,開啟事先準備好的熱鹽水對油進行水洗(加水時間一般掌握在5~10%分鐘之間,加水量一般為油重的8~10%),加水完畢后,關閉好加水閥門,同時關掉攪拌器,使油在靜止狀態下沉淀1.5~2小時,到時開啟下邊的放水(放皂腳)閥門,放凈、放掉全部水與殘皂,即完成了遍水洗,一般水洗為2~3遍,重復以上水洗操作步驟及參數可完成第2~3遍水洗,水洗的標準為:放出的廢水干凈、皂沫少、無沉淀雜質,滴定呈中性,水洗油做280℃高溫試驗無析出物,即為合格水洗油。
2.4脫水:
關閉脫色鍋上的所有與脫色鍋相連的閥門,只開啟本鍋上的真空閥門,開啟真空泵拉負壓,當本鍋上的真空表顯示-0.6Mpa以上的真空時,再開啟與水洗鍋相連的進油閥門,將水洗油從脫水鍋中全部拉入脫色鍋中,油全部進入脫色鍋中后,關閉脫色鍋與脫水鍋相連的進油閥,然后開啟脫色鍋攪拌,開啟脫色鍋對油的加熱閥門,在配合攪拌的情況下,使油溫升至100~120℃.在此溫度下維持30分鐘左右,負壓保持在-0.8Mpa以上,并通過視鏡觀察,油面氣泡很少,視鏡上無水珠,可視為脫水合格,理論上要求需脫色油含水量不能>0.1~0.15%,否則影響脫色效果。
2.5 脫色:
脫水完成后,油溫在100~120℃時,關閉對油加熱閥門,配合攪拌將定量的脫色劑在負壓不低于-0.85Mpa的狀態下盡快將脫色劑加入到油中,進行對油的漂白脫色,脫色劑與油在高溫的接觸時間一般為20分鐘左右(或30分鐘),然后關閉真空泵,開啟破真空閥門,使真空度降為0Mpa,脫色工段即可完成,一般脫色劑的加入量為油重的2~6%(按漂白土定),脫色劑分漂白土、活性炭等,國內一般以此兩種為主,可單獨使用,也可混合使用,如混合使用一般活性炭與漂白土的比例為0.3:1、0.5:1、1:1等,因活性炭價格昂貴,一般廠家用的很少,但各方面效果都優于漂白土,望廠家參考使用。
2.6 過濾:
a:過濾 將脫色油在配合攪拌的情況下(此時脫色鍋里為常壓),打開過濾機的進油閥門和脫色鍋下的出油閥門及濾油機的出油閥門,開啟脫色泵將脫色鍋中的油在配合攪拌情況下,將待過濾油徐徐泵入過濾機,將油與脫色劑進行分離,直至將待過濾油過濾完畢,然后關閉脫色鍋攪拌、脫色泵、脫色鍋出油閥、過濾機進油閥,同時開啟空壓機及過濾機上的進氣閥,向過濾機內壓氣,從出油視管看不到油流過時,關閉出油口閥門,過濾工段結束。
b:壓油 在關閉出油口閥門的同時,打開過濾機下面的出油閥,將過濾機內的油壓回脫色鍋,待從回油管視管看不到油流過時關閉過濾機下面出油口閥門,壓油工段結束。
c:吹干 壓油工段結束后,在關閉過濾機下面出油口閥門的同時,打開污油出油口閥門,將過濾機內濾餅中的殘油全部吹出,吹干時間為20-30min,關閉空氣進口閥門和空氣壓縮機。再打開過濾機放空閥門,放空過濾機內的壓力后,打開過濾機下面的廢土出口閥,同時打開振動器,卸掉廢土,吹干工段結束。板框式過濾機工作壓為一般≤0.35Mpa,如超之即可卸餅(脫色劑)后裝好后再工作。葉片過濾機一般工作壓力≤0.4Mpa。
2.7 脫臭
檢查關閉與脫臭鍋相連的所有閥門,開啟抽脫臭的真空閥門,開啟真空泵,脫臭鍋內真空度達到≧0.6Mpa以上時,開啟待脫臭油的進入閥門,將待脫臭油在真空狀態下吸入脫臭鍋中,然后關閉待脫臭油進入閥門,開啟脫臭鍋對油加熱閥門對待脫臭油進行加熱,當油溫升到105~110℃時,再慢慢升起直接蒸汽閥門,對待脫臭油開始汽提脫臭,在油溫升至220℃-240℃時,在高真空、高溫度,用2-3公斤壓力直接蒸汽汽提,維持2~4小時即可,然后關掉直接汽,在高溫、高真空下繼續工作0.5個小時左右,視鍋里的油面平靜,無水汽溢出,即可關閉對油的加熱閥門,在維持高負壓(高真空)情況下,打開脫臭鍋上的對油的水冷卻閥門,開始對鍋中的油進行冷卻,當鍋中的油冷卻至80℃以下時,關閉水的冷卻閥門、真空泵,打開破真空閥,破掉真空,使鍋里的壓力為0Mpa時,即可打出鍋底的出油閥及輸出泵,將脫臭油泵入成品油罐,精煉工段即結束。
3: 附注:
3.1堿液的濃度可用梅氏波美度比重計來測量。
3.2毛油中和(堿煉)時,固體用堿量(片堿),液體用堿量的公式及換算。
總固體用堿量=理論用堿量+超堿量
理論用堿量=0.713X酸價X油重(以噸計算單位)=?Kg
超堿量一般為理論堿量,0.2%左右
液體用堿量=總固體用堿量/Naoh百分含量
3.3書中:
Be°----表示:梅氏波美度(簡稱波梅度)。液體堿的濃度可用梅氏波美度、可比重計來測定。(化工玻璃儀器店有售四元一個)
Naoh----表示:氫氧化鈉。(一般化工門市部有售,含量在99—99%)
3.4不同波美度堿液的氫氧化鈉含量及比重對照表(15℃)

其中“比重"一項主要用于需燒堿液之重量換算成體積。
油脂冬化分提工藝及操作說明
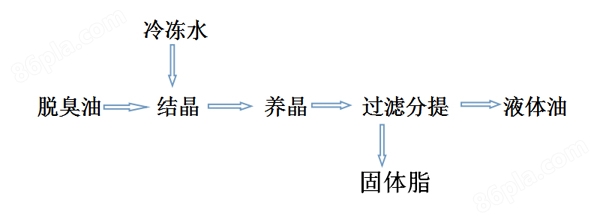
1:工藝流程
2:操作說明
2.1開機前準備
在開機之前首先檢查各個設備的運轉狀況,運轉是否正常, 防止翻轉,連接處的螺絲是否松動,減速機是否加油,鏈接閥門是否漏油,減速機、水泵、油泵、空氣壓縮機、冷凍機組是否有異常聲音、震動,各項檢查無異后才能開機。
2.2開機操作
脫臭油在脫臭鍋內降溫到70度,打開結晶罐進油閥門,開啟脫臭油儲油罐油泵,將油打入結晶油罐,待油位上升到結晶罐高度90%時關閉油泵和進油閥門,同時開啟結晶罐攪拌裝置(10-13r/min)和進水閥門,用水對油進行緩慢冷卻,以1-2℃/h冷卻速率冷卻到40度,保持4-5個小時后,開啟冷凍機以每小時降1-1.5度的速率,油溫冷卻32℃時停止冷卻,保持溫度進入養晶4-5小時,經觀察待晶粒長大結實以后打開養晶罐出油口閥門和螺桿泵油泵,將養晶油打入冬化過濾機過濾,壓力不大于0.4Mpa,固脂留存過濾機內,液體從出油口流進成品油罐,過濾完成后關閉螺桿油泵和出油口閥門,打開冬化過濾機濾板,卸掉固脂,完成冬化分提操作。
精煉油設備使用中注意事項及如何維護保養
(1)鍋爐和蒸汽發生器內壓力不得超過0.6兆帕,鍋爐的使用維護應嚴格按照規定的操作規程進行操作,在使用中出現管道漏油現象應及時關閉鍋爐電源,切斷導熱油泵電源,以確保人身和設備的安全。
(2)蒸汽管路各接頭處應密封嚴密,連接牢靠,不得有漏汽現象.
(3)食用油精煉油設備運轉4-6個月需全面檢修一次,更換磨損的零部件,向軸承箱加足潤滑油、脂。清除設備中的污物,緊固各處的聯結螺栓,將食用油精煉設備外表擦拭干凈.
(4)定期檢查減速機、電機及軸承潤滑部位加注潤滑油脂。
(5)要經常檢查各齒輪箱內油溫的高低,如油溫超過規定的范圍,應立即采取措施降溫。
(6)蒸汽發生器及水箱在不使用的情況下要將里邊水放凈,避免時間過久出現結垢和冬季凍裂。
(7)齒輪泵維護與故障處理
1.定時檢查泵出口壓力,出口壓力正常0.3兆帕,不允許超壓運行。?
2.?定時檢查泵緊固螺栓有無松動,泵內無雜音。?
3.?定時檢查填料箱、軸承、殼體溫度。?
4.?定時檢查軸密封泄漏情況。
(8)真空泵檢查與處理
2BV系列水環真空泵適用于抽除氣體和水蒸氣,吸氣壓力可以達到33mbar絕壓(97%真空度)。當水環真空泵在吸氣壓力接近極限真空(工作液的飽和蒸汽壓)下長期工作時,應聯接汽蝕保護管,以對泵進行保護
1.真空泵各零部件進行清洗、檢查,根據具體情況,決定對各零件進行修復、更換或繼續使用,這是保證真空泵性能的。?
2.軸承──?檢查軸承是否轉動靈活,如有磨蝕等缺陷,則要更換。?
3.軸????套──如果磨損較嚴重,出現噪音過大,則要更換。?
4.葉????輪──?如果端面磨損,出現噪音過大,影響性能,。
5、循環冷卻水的溫度控制
真空泵內水環溫度與軟化水池水溫之差是導致結垢的重要因素。因此,增大循環供水量提高冷卻效果是限度減小結垢速度的重要保證。
因此在循環冷卻水運行過程中,還有必要對各臺泵的回水溫度和回水量進行監測,以保證各臺泵的正常供水量以及回水溫度不超過40℃的規定。供水量可以用閥門來控制,如果回水溫度超過規定,要采取補充低溫冷水或用其他散熱降溫的辦法來降低軟化水池內軟化水的溫度。
6、定期沖洗泵體
水環式真空泵的泵體排水閘閥,除了用于正常排出泵內積水外,還可在運行過程中利用泵體運轉的水壓定期沖洗泵內污垢和水渣,一方面可以防止污垢積存,另一方而還可以防止水渣轉化為水垢。
真空泵的結垢問題有其較為復雜的生成機理,正確分析水質指標和運行參數是找出正確防范措施的關鍵。除了水溫控制和定期沖洗泵體外,水處理是防止泵體結垢的重要環節。
7、導熱油爐及其輔助設備的結構和性能。?
1. 運行前準備工作檢查:? A.設備電源是否正常,是否有斷相、短路或裸線等情況。?B.檢查接地裝置接線處接觸是否良好。? C.檢查管道各連接處是否有導熱油泄落的地方,導熱油泵是否正常,閥門是否完好。?D.檢查溫控系統是否正常。

您感興趣的產品PRODUCTS YOU ARE INTERESTED IN









塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼




