注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
長春德力測控試驗系統有限公司

長春德力測控試驗系統有限公司
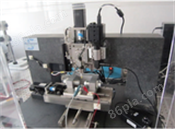
微機控制高低溫自動沖擊試驗機 微機控制高低溫自動沖擊試驗機用于測定金屬材料在動負荷下抵抗沖擊的性能,以便判斷材料在動負荷下的性質
微機控制高低溫自動沖擊試驗機
微機控制高低溫自動沖擊試驗機用于測定金屬材料在動負荷下抵抗沖擊的性能,以便判斷材料在動負荷下的性質。利用擺錘沖擊前位能與沖擊后所剩余位能之差在度盤上顯示出來的方式,得到試樣的吸收功。沖擊能量為300J,并附帶150J擺錘一個,所用試樣斷面為(10×10)mm。本機具有較大的沖擊能量,適用于沖擊韌性較大的黑色金屬,如鋼鐵及其合金。
本機為高低溫試驗和沖擊試驗一體機,配備專用送樣裝置自動送樣,采用端面定位的方法使試樣對中,確保試樣完成高、低溫試驗后,出爐至沖擊時間不超過4秒,提高試驗精度及工作效率。試樣升溫、冷卻、恒溫、溫度調節、取擺、掛擺、送樣、定位、沖擊均為電氣自動控制,自動完成。在沖斷試樣后利用剩余能量即自動揚擺,準備做下次沖擊試驗,所以在連續做低溫沖擊試驗的試驗室和大量做低溫沖擊試驗的冶金、機械制造廠等部門更能體現其*性。
本機配有電腦和打印機,具有雙控雙顯功能。本機采用PLC自動控制和測量,并根據旋編測出的沖斷試樣后擺錘的反揚角進行運算,自動顯示反揚角β值和擺錘對試樣所做的吸收功,及沖擊韌性ak值,并可通過電腦和專用數據處理與控制軟件進行數據編輯和生成試驗報告,亦可儲存和打印試驗數據、三次試驗的平均功、及試驗時間和序號等內容,還可實現數據遠程傳輸。
本機沖擊主體采用鑄鋼材料,使其在整個試驗過程中剛性穩定,抗沖擊能力強,不易變形,試驗結果準確,使用年限長。采用大扭力離合器和大功率電機,使其在取擺及放擺時更加平穩無振動。
高溫部分由高溫爐、試樣盒、送樣槽等組成,核心是高溫爐。試驗溫度從80℃至600℃,在此溫度范圍內可任意選定試驗溫度點。高溫爐為三段式結構,控溫用熱電偶K分度Φ0.5。試樣盒一次可裝10×10×55沖擊試樣6個。
低溫部分采用復疊式壓縮機制冷技術,利用熱平衡原理及循環攪拌方式,達到對試樣的自動均勻冷卻、恒溫和溫度調節。
本機按照國家標準GB/T 3808-2002《擺錘式沖擊試驗機的檢驗》開發生產,按照國標GB/T 229-2007《金屬材料 夏比擺錘試驗方法》對金屬材料進行沖擊試驗,并符合JJG 145-2007《擺錘式沖擊試驗機檢定規程》。如果改變結構形式及更換相關零件,可同時滿足美標、歐標ASTM E23,EN 10045,ISO 148,ISO 83等國際相關標準的要求。
一、主要技術規格:
1.沖擊能量: 300J 150J
2.度盤刻度范圍及分度值:
能量范圍: 0-300J 0-150J
每小格分度值: 2J 1J
3.擺錘力矩: 0-300J M=160.7695N.m
0-150J M=80.3848N.m
4.擺錘預揚角: 150°
5.擺軸旋轉中心至沖擊點(試樣中心)距離:750mm
6.沖擊速度: 5.2m/s
7.試樣支座跨距: 40mm
8.支座鉗口圓角: R(1.0~1.5)mm
(1mm為特殊訂貨)
9.刀刃曲率半徑: R(2.0~2.5)mm
(8mm為特殊訂貨)
10.試樣支座支撐面傾角: 11°
11.沖擊刀刃夾角: 30°
12.沖擊刀刃厚度: 16mm
13.測角范圍: 0-360°
14.角度分辨率: ≤0.06°
15.試樣規格: 10×10(7.5或5)×55 mm
(試樣長度≤55mm)
16.試樣盒容量: 10個(低溫)、6個(高溫)
17.制冷、熱方式: 壓縮機、液氮制冷/電爐
18.低溫范圍: 室溫~-100℃
19.控溫精度: 壓縮機波動±0.5℃,梯度2℃
液氮波動±2℃
20.數顯計時器: 1分~999分,分辨率1分
21.冷卻介質: 乙醇、液氮
22.高溫范圍: 80℃~900℃
23.控溫精度: 波動±2℃,梯度3℃
24.送料速度: ≤4S
25.整機外形尺寸(長×寬×高): (3050×2500×1400)mm
26.整機重量: 740Kg
27.電源: 三相四線制380V 50Hz 2.6KW
28.工作條件:
1)室溫20°C±5°C范圍內;
2)相對濕度不大于85%;
3)周圍無腐蝕性介質、無震動、無強電磁場干擾的環境中;
4)安裝在厚度不小于200mm的混凝土地基上或固定在大于1400Kg的基礎上;
5)機座上安裝基準面的水平度調至2/1000內。
二、結構簡介:
本機的主要組成部分有:
主機、低溫裝置、高溫裝置、送料機構、定位機構、電控箱、微機等。
1.主機:由機身、傳動機構、掛脫擺機構、指示機構、擺錘、自動揚擺訊號裝置等組成。
1)機械掛脫擺部分:
按“取擺"按鈕后,擺錘揚起掛好,保險銷伸出。按“自動送料"按鈕,試驗機將實現:送樣→定位→夾緊→試樣到位,接著按“退銷"按鈕,然后按“沖擊"即進行一次沖擊試驗,沖斷試樣后擺錘自動揚擺掛起,保險銷自動伸出,準備做下一次沖擊試驗。
2)指示機構:
指示機構的作用是將試驗時試樣吸收功顯示出來,由標度盤、指針、撥針等組成。本機為微機控制,含有兩套讀數系統,試驗結果同時在電腦上顯示。
3)擺錘部分:
擺錘是由擺體、刀刃、擺桿、接頭、插頭、掛鉤等零件組成。為方便用戶更換不同能量等級的擺錘,隨機帶有拆卸器。
2.低溫裝置:主要由制冷系統和低溫槽兩部分組成。
打開電源和制冷開關后,高溫壓縮機開始工作,當達到低溫壓縮機啟動條件時(約5分鐘),低溫壓縮機會自動啟動,制冷系統進入正式制冷工作狀態。制冷壓縮機連續不斷地工作,當槽內溫度接近設定溫度時,冷卻槽中的加熱裝置開始按PID調節方式提供熱量,用以平衡制冷系統生產的多余冷量,以達到恒溫的目的。攪拌可使冷卻槽內的介質不斷循環,以達到槽內的溫度均勻一致。
3.高溫裝置:由高溫爐、試樣盒、送樣槽等組成,核心是高溫爐。試驗溫度從80℃至600℃,在此溫度范圍內可任意選定試驗溫度點。高溫爐為三段式結構,控溫用熱電偶K分度Φ0.5,三支可靠綁扎在試樣盒最里端,均布于60mm標距,標距在試樣盒里已經固定。試樣盒一次可裝10×10×55沖擊試樣6個。
4、高低溫裝置的轉換
高溫裝置和低溫裝置安裝在同一個移動支撐板上。用戶根據作不同溫度的需要,對高溫裝置和低溫裝置進行轉換。出廠時調整的正確位置為低溫裝置的送樣口(送料桿中心)對中試驗機被打試樣的中心。這時作低溫試驗就可直接作低溫試驗的準備工作,進行低溫試驗。如果作高溫試驗,就將固定移動支板的兩個固定柱上的螺母松開但不能去掉,用手推動移動支板使高溫裝置的送樣口(送料桿中心)對中試驗機被打試樣的中心,然后將固定柱上的螺母旋緊,這時就可作高溫試驗的準備工作,進行高溫試驗。
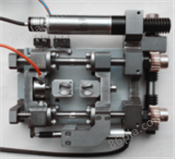
5.送料機構:
試樣在低溫裝置中冷卻至所需溫度后,該機構可迅速的將試樣送到鉗口支承面上。調節開關撞塊的位置,可以調節送料桿的位置及行程長度。
6.定位機構:
做沖擊試驗時,試樣必須緊貼鉗口側面,使試樣缺口正確處于擺錘軸線中心,才可保證試驗結果的準確性,本機通過定位機構,采用端面定位的方法使試樣對中。
7.電氣控制系統:
本機的電氣控制系統為我公司自主研制開發的微處理器控制系統。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN








塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼