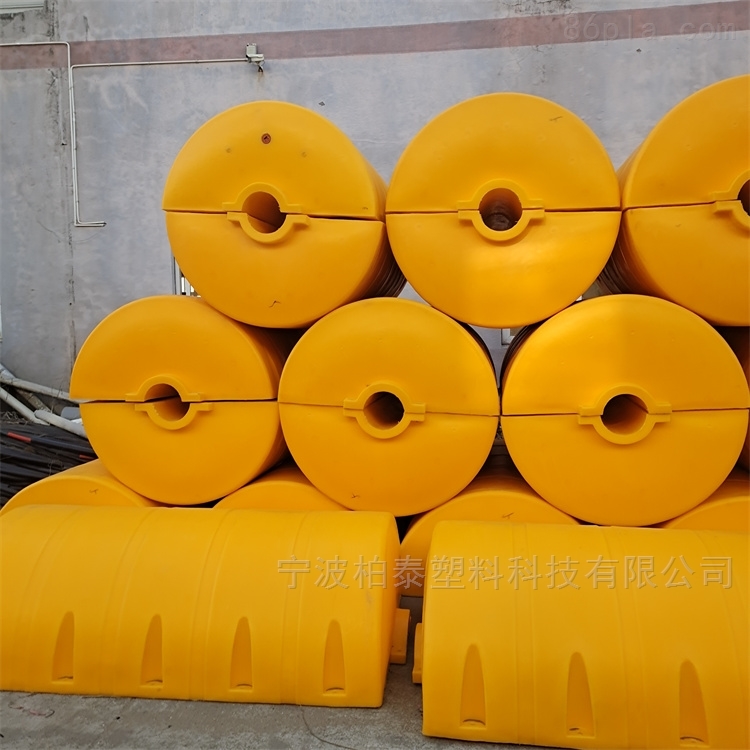
浮體采用高密度合成材料,為抗腐、防凍、抗氧化、抗紫化線的強化材質,不受海水、化學品、藥劑、油漬及水生物的侵蝕 不破壞環境
1. 滾塑成型的基本加工過程很簡單,就是將粉末狀或液狀聚合物放在模具里,加熱同時圍繞兩個垂直軸旋轉(自轉和公轉)。
2. 涂敷脫模劑:模具上涂敷脫模劑是為了便于從模具中取出制品,同時可有效地避因制品與模具之間粘附力大導致脫模時制品的損壞現象。
3. 安裝嵌件及有關成型附件:嵌件主要起部增強制件的作用,成型附件主要是指出羅紋或殊部位成型用的模塊,它們都必須在模具加入物料以前妥善地安裝在新設定的位置上;
4. 裝料:加人物料以前應當進行嚴格的計量,在需要加入添加劑時,還需要將有關組份進行預混理。地稱取終制件所需的粉末樹脂重量,加入分離型模具的底部,然后將兩個半模緊固在一起,并裝在文承軸上;
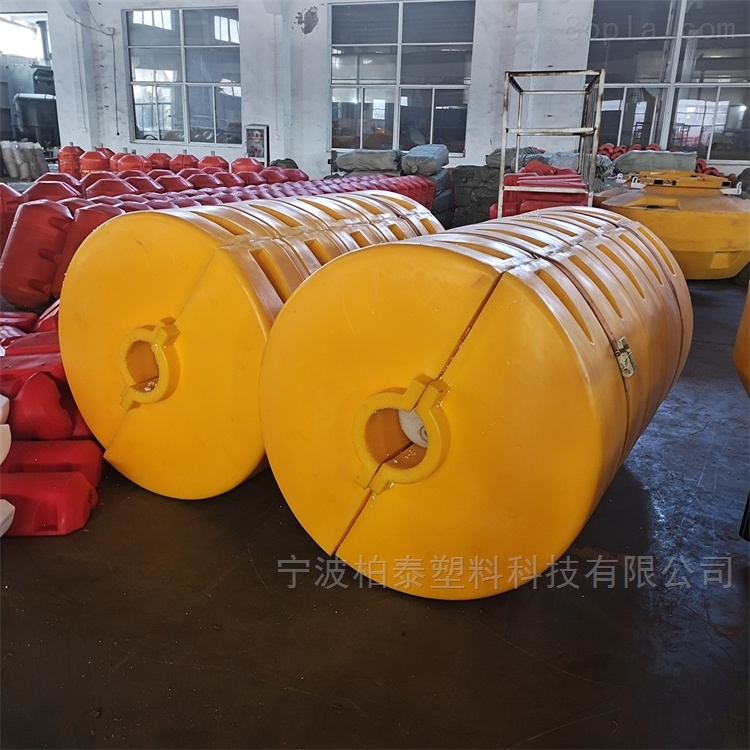
5. 閉模:閉模前要注意除去合模殘存著的物料,要確保兩分型面密合完好,以避加工過程中物料的泄露;抽砂管道浮體采用滾塑工藝,在同一產品規格的大小下,比過去產品相比成本低,使用長,在產品生產的過程中,還可以根據產品的使用方法與環境增加或減少產品的側壁厚度,還可以添加一些附屬設計,螺紋,插入口,把手,倒陷裝置,滾塑工藝不但賦予了的表面設計,其內部可以是中空,又可以填充泡沫(聚氨泡)。