注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
東莞市豐順螺桿制造有限公司

東莞市豐順螺桿制造有限公司
螺桿維修工廠專業信譽度高、客戶滿意的螺桿維修工廠————東莞市鳳崗鑫暉螺桿制造廠位于交通十分便捷,經濟發展快速之廣東省東莞市,是有著十多年專業制造注塑機、擠出機、造粒機、橡膠機等系列螺桿料筒的廠家

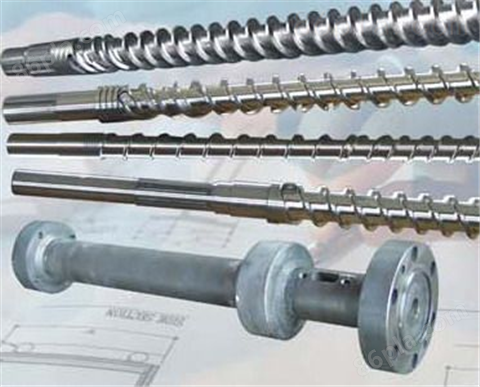
專業信譽度高、客戶滿意的螺桿維修工廠————東莞市鳳崗鑫暉螺桿制造廠位于交通十分便捷,經濟發展快速之廣東省東莞市,是有著十多年專業制造注塑機、擠出機、造粒機、橡膠機等系列螺桿料筒的廠家。本廠制造全新螺桿機筒是選用優質合金鋼(38CrMOALA) 或鉻鉬合金鋼黑色十字(SACM645)經過調質,定型,成型.精磨.表面氮化或噴焊合金(雙金屬),拋光等工藝精制而成,也可根據客戶要求選用電鍍硬鉻螺桿及雙合金噴涂螺桿等,具有高耐磨,抗腐蝕,使用壽命長之優點.并為客戶上門測繪、設計、改造、定制等業務。
螺桿維修工廠技術師講解螺桿的修復問題:
一、 螺桿的修復
1、 扭斷的螺桿要根據機筒的實際內徑來考慮,按與機筒的正常間隙給出新螺桿的外徑偏差進行制造。
2、 磨損螺桿直徑縮小的螺紋表面經處理后,高溫噴涂耐磨合金(這種耐磨合金由C、Cr、Vi、Co、W和B等材料組成),后進行研磨牙棱、修邊、拋光牙底后與料筒相匹配,使用壽命能到新的98%以上。
二、 機筒的修復
機筒的內表面硬度高于螺桿,它的損壞要比螺桿來得晚。機筒的報廢就是內徑直徑由于時間磨損而增大。它的修復方法如下:
1、 因磨損增加直徑的機筒,如果還有一定的滲氮層時,可把機筒內孔直接進行鏜孔,研磨至一個新的直徑尺寸,然后按此直徑配制新螺桿。
2、 機筒內徑經機加工修整重新澆鑄合金,厚度在1~2mm間,然后 精加工至尺寸。
3、 一般情況下機筒的均化段磨損較快,可將此段(取5~7D長)經鏜孔修整,再配一個滲氮合金鋼襯套,內孔直徑參照螺桿直徑,留在正常配合間隙,進行加工配制。螺桿維修工廠
在這里強調一點,螺桿和機筒這兩個重要零件,一個是細長的螺紋桿,一個是直徑比較小而長的孔,它們的機械加工和熱處理工藝都比較復雜,精度的保證都比較困難。所以,對這兩個零件的磨損后是修復還是更換新件,一定要從經濟角度全面分析。如果修理費用比換新螺桿費用低些,就決定修,這不一定是正確的選擇,修理費用與更新費用的比較,只是一個方面。另外還要看修理費用與修理后使用螺桿時間與更新費用和更新螺桿使用時間的比值。采用比值小的方案才經濟,是正確選擇。
4、 螺桿和機筒制造用材料
制造螺桿和機筒,目前國內常用材料有45、40Cr和38CrMoAlA
如果螺桿和機筒的表面采用噴涂或鑄造襯套方式時
5、 擠壓系統的工作問題對制品質量的影響
(1)螺桿與機筒的裝配間隙過大
1、有橫向皺紋;螺桿維修工廠
2、截面幾何形狀和尺寸誤差大;
3、表面有焦斑
4、產量下降
(2)機筒加熱溫度不穩定
1、表面粗糙,有水紋;
2、截面尺寸不穩定,幾何形狀誤差大;
3、制品強度不好,易脆裂;
4、表面有硬塊
(3)螺桿轉速不穩定
1、截面尺寸變化大;
2、有橫向皺紋;
3、轉速過快時,表面粗糙、易脆裂、有硬塊。
塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼