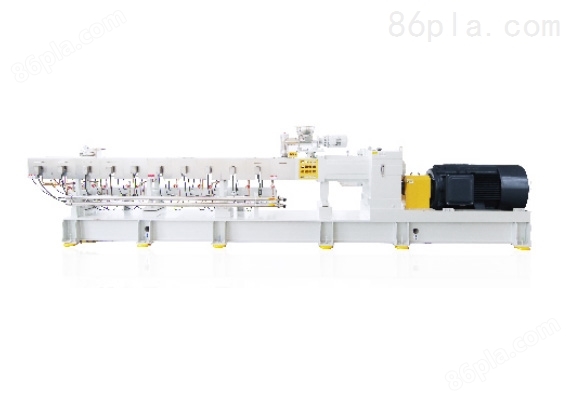
平雙螺桿擠出機簡介:
屬于塑料機械的種類之一,起源于18世紀。擠出機依據(jù)機頭料流方向以及螺桿中心線的夾角,可以將機頭分成直角機頭和斜角機頭等。是依靠螺桿旋轉(zhuǎn)產(chǎn)生的壓力及剪切力,能使得物料可以充分進行塑化以及均勻混合,通過口模成型。
所有的技術進步主要集中在傳動部分和擠出部分,只有將硬件核心技術與軟件核心技術相結(jié)合,才能打造出具性價比和競爭力的現(xiàn)代化同向雙螺桿擠出設備。主要由兩大部分構(gòu)成:傳動部分和擠出部分。
1、傳動部分為螺桿提供扭矩,強勁的扭矩輸出是高效工作的保證;擠出部分主要由機筒、螺紋元件和芯軸構(gòu)成,物料在這個區(qū)域內(nèi)完成塑化、混合并擠出。
2、其所有技術進步也都集中體現(xiàn)在這兩個部分,并構(gòu)成了更新?lián)Q代的標志。
與其他機型相比,它的一大特點就是傳動系統(tǒng)的不同。它要求在一個受限的空間內(nèi)把動力平均地分配到兩根螺桿上,這就是扭矩分配技術。不同的扭矩分配技術,決定了齒輪箱的承載能力、甚至于直接影響整機的壽命和性能。
擠出部分主要由機筒、螺紋元件和芯軸構(gòu)成,是完成塑化與混合的功能區(qū)。螺桿間隙、容積率、轉(zhuǎn)速、芯軸的強度和螺紋元件的壽命是評價擠出部分性能的關鍵性指標。
其發(fā)展趨勢是小螺桿間隙、大容積率、高轉(zhuǎn)速、高強度芯軸、高耐磨蝕螺紋元件。高效、大產(chǎn)量的同時,整機的使用壽命依然能得到進一步提高,產(chǎn)品品質(zhì)穩(wěn)定。
設備在工作一定時間后,如果機筒和螺桿兩個零件的磨損較嚴重,將出現(xiàn)工作不穩(wěn)定,產(chǎn)量下降和擠出物料物理性能下降的問題。尤其當機筒與螺桿的配合工作間隙超出標準規(guī)定的范圍,需要警惕物料受背壓作用而產(chǎn)生返流,螺桿推料波動,以及熔化的物料在機筒內(nèi)滯留時間過長等現(xiàn)象,因為這個現(xiàn)象一定會影響到成型塑膠的物理性能。
本設備采用合金加層的雙金屬技術對機筒和螺桿實行維修,是我們推薦的性價比較高的工藝方法,尤其對于大規(guī)格塑膠注塑機的機筒螺桿和雙螺桿擠出機的機筒螺桿。在條件許可情況下我們應該盡可能地對機筒螺桿采用增加雙金屬合金保護層的工藝方法來維修機筒螺桿。
平雙螺桿擠出機廣泛應用于橡塑和工程樹脂的填充、共混、改性、增強、氯化聚丙烯和高吸水性樹脂的脫揮處理,以及碳粉、磁粉的造粒、電纜用絕緣料、護套料、低煙低鹵阻燃型PVC電纜料及各種硅烷交聯(lián)料的制備等。
平雙螺桿擠出機是一種自動喂料的機械設備,它的運用十分的廣泛,可以加工各種材料。擠出成型是在一定條件下將具有一定塑性的膠料通過一個口型連續(xù)壓送出來,使它成為具有一定斷面形狀的產(chǎn)品的工藝過程。根據(jù)膠料在擠出過程中的變化,一般將螺桿工作部分按其作用不同大體上分為喂料段、壓縮段和擠出段三部分。膠料沿螺桿前移過程中,由于機械作用及熱作用的結(jié)果,膠料的粘度和塑性等均發(fā)生了一定的變化,成為一種粘性流體。
該設備典型的減速比率應該是在10:1到20:1之間,一階段既可以用齒輪也可以用滑輪組,但是第二階段較好用齒輪并將螺桿定位在一個大齒輪中心。對于一些慢速運行的機器(比如用于UPVC的雙螺桿),可能存在三個減速階段,較大速度可能會低到30rpm或更低(比率達60:1)。而另一方面,一些用于攪拌的很長的雙螺桿可以以600rpm或更快的速度運行,因此就需要一個非常低的減速率以及更多深冷卻。
可擠出的塑料是熱塑料,它們在加熱時熔化并在冷卻時再次凝固。因而在擠出過程中就需要熱量,來保證塑料能達到融化的溫度。那么熔化塑料的熱量從何而來的。先地磅進料預熱和筒體/模具加熱器可能起作用而且在啟動時非常重要,另外電機輸進能量,即電機克服粘稠熔體的阻力轉(zhuǎn)動螺桿時產(chǎn)生于筒體內(nèi)的摩擦熱量,也是所有塑料重要的熱源,當然小系統(tǒng)、低速螺桿、高熔體溫度塑料和擠出涂層應用除外。

 QQ:2568841715
QQ:2568841715





 塑料機械網(wǎng)
塑料機械網(wǎng)