 塑料機械網
塑料機械網








詳細介紹
1、微型超高壓油缸
2、高速高壓切刀
3、 超高壓時序控制系統
4、 輔助零件
1.模內自動化,降低對人的依賴度;
2.降低成型周期;
3.生產穩定性加強;
4.降低產品人為品質影響;
5.降低模具維修成本。 1):公司提供完整的熱切相關模具零配件,模具上只需要預留裝配特征,不需要客戶端自備加工零件。
2):所有產品包括控制器,切刀,油缸,相關鏈接配件均標準化,模塊化。
3):為客戶提供標準化電子檔,方便客戶端設計使用。(有標準的電子資料庫為客戶提供簡單快捷的操作環境)
4):提供客戶包括設計,加工,鉗工,試模調試等,標準化教材。(化教材涵蓋切刀設計規范,模具油路設計規范,切刀導向塊設計規范,澆口設計方案履歷,產品應用實例等)
5):提供客戶對模內時序控制,和教育訓練課程。
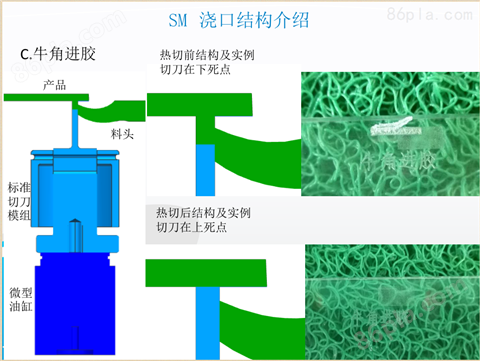
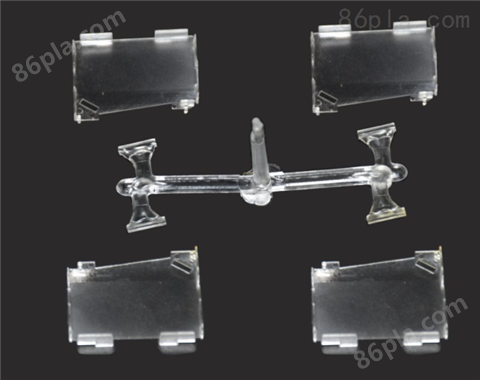
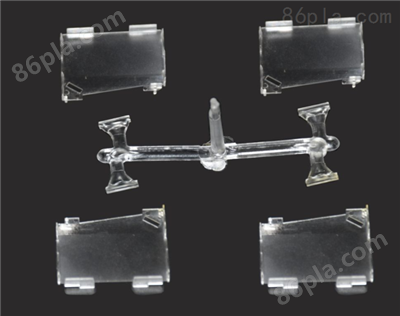
6):所有保固產品出廠質量跟蹤,保固期內可提供更換。 通常塑料件在注塑成型后,料頭和產品通過澆口相連,工人需要對澆口進行修剪處理,勞動強度大,澆口修剪不美觀。現有的解決辦法是開模時從頂板上頂出切刀將澆口切斷,這兩種方法都是在開模后進行剪切,由于此時塑料已經冷卻,剪切后的澆口面不美觀,產品品質上不去,依舊需要多次人工修剪才能將澆口修剪平整,勞動強度依舊較大,增加了人工成本。模內熱切就是在塑膠模具未開模前,剪切或擠斷澆口,從而在塑膠模具開模后,實現件料分離的模具注塑自動化工藝。
簡要言之,模內熱切就是塑膠件的料頭與產品的自動分離技術。 模內熱切技術導入塑膠行業,使企業的人力需求降低,產品的周期縮短,模具結構簡化,
維護成本下降,生產穩定性加強,降低了人為品質影響,讓企業競爭力顯著提升。模內熱切技術原理:在塑膠模具未開模前,
剪切或擠斷澆口,從而在塑膠模具開模后,實現件料分離的模具注塑自動化技術。模內熱切技術適用澆口類型:適用于搭接澆口,
側進膠澆口,潛澆口,牛角澆口,環形澆口等各類形式的進膠澆口等模內熱切具體動作介紹:注塑分為三部分:射膠(軟料)+保壓(軟料)+冷
卻(硬料)當產品保壓完成后(料還未*冷卻)切刀頂出,將產品與水口進行分離,切刀保持頂出狀態,直等到產品冷卻完成前2S,切刀退出,
模具打開后,產品與水口呈分離狀態。模內熱切系統包含單元:超高壓時間控制系統+油管(連接時間控制器與模具)+微型油缸+切刀+觸點開關
模內熱切系統工作原理:當模具開始生產,模具閉合時觸碰到觸點開關,觸點開關傳遞信號給時間控制器,時間控制器計算好時間(計算好切刀何
時頂出,頂出時長,何時退出)輸出高壓油給油缸,油缸推動切刀,頂出狀態完成。當產品冷卻前2S,時間控制器泄壓,切刀彈簧受力于模具,
將切刀與油缸退回,一個周期動作完成.


 塑料機械網
塑料機械網