 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)









詳細(xì)介紹
通過對模具進(jìn)行表面處理特別是對模具進(jìn)行表面超硬化處理是解決工件表面拉傷問題經(jīng)濟(jì)而有效的方法。表面處理方法有多種,比較常用的有:鍍層方面,有鍍硬鉻,化學(xué)鍍鎳磷,刷鍍特種合金等;化學(xué)熱處理方面有各類滲氮,滲硼,滲硫等;表面超硬化處理方面有化學(xué)氣相沉積(CVD),物理氣相沉積(PVD),物理化學(xué)氣相沉積(PVD),TD覆層處理。
電鍍、化學(xué)鍍、刷鍍是通過電化學(xué)或化學(xué)反應(yīng)的方法,于工件表面形成合金鍍層,工藝不同,合金鍍層性能各異。就耐磨抗咬合用途,目前應(yīng)用較多的是鍍硬鉻、化學(xué)鍍鎳磷、刷鍍鎳鎢合金等。對于成型負(fù)荷較輕,或大型模具采用這些方法有時(shí)可以取得一定的效果。這類表面處理存在的問題是一方面由于表面硬化層的硬度相比而言較低,容易出現(xiàn)磨損,而鍍層一旦磨損,拉傷又會出現(xiàn);另一方面,也是好不足的一點(diǎn)是,鍍層與基體材料機(jī)械結(jié)合,在負(fù)荷較大的場合,有時(shí)使用幾次鍍層就會剝落,而鍍層一旦剝落,其功效也就失去。
化學(xué)熱處理是將工件放入含某種或某幾種化學(xué)元素的介質(zhì)中加熱保溫,通過工件與介質(zhì)的物理化學(xué)作用,這種或這幾種元素滲入工件表面,然后以適當(dāng)?shù)姆绞嚼鋮s,從而改變了工件表面的成分和組織結(jié)構(gòu),并賦予工件不同的物理,化學(xué)和機(jī)械性能。化學(xué)熱處理的種類很多,根據(jù)所滲元素分類為:各種滲碳,各種滲氮,各種氮碳或碳氮共滲,滲硼,滲硫,滲鋁,滲鋅,滲其它各種金屬等。以耐磨,減摩,抗拉傷為目的的化學(xué)熱處理目前常用的是:滲碳,滲氮,滲硼,滲硫幾采用合適的模具材料輔以氮化,滲硼等
因此后續(xù)工序要求嚴(yán)格,稍有不慎,表面硬化層就會遭受破壞,嚴(yán)重制約了其在鋼模上的應(yīng)用,而主要應(yīng)用于硬質(zhì)合金等無相變的材料。此外,CVD處理過程中的排放物對環(huán)境污染較大。
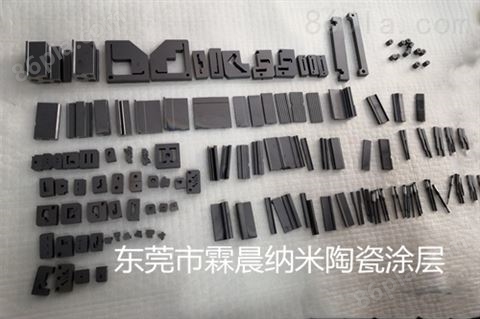
注塑成型過程中由于大量使用加玻纖材料及工程塑料的使用給模具帶來嚴(yán)重的磨損和腐蝕,以及模具在運(yùn)行時(shí)產(chǎn)生與模具鋼材本身的摩擦磨損,XR-I系列涂層的高硬度、坑腐蝕性及很好的耐磨性,幫助塑膠模具在對抗磨損與腐蝕至關(guān)重要,以提高模具使用效率的高韌性、耐磨性、抗腐蝕性及低摩擦特性。
XR-I系列涂層主要應(yīng)用在注塑模具的模腔、模芯、頂針、斜頂、噴射器、熱流道系統(tǒng)、進(jìn)給系統(tǒng)、澆注口襯套、注塑機(jī)螺桿等。
現(xiàn)代注塑加工中由于玻纖及工程塑料的廣泛應(yīng)用,這些材料具有很高的硬度及腐蝕性,對模具的抗磨損和抗腐蝕性提出了更高的要求,針對這些情況,,霖晨研發(fā)了XR-I涂層,此涂層具有高硬度、耐腐蝕、低摩擦系數(shù),而且還有多種顏色可選,在提升注塑模具有出色的表現(xiàn)。
技術(shù)參數(shù):
涂層名稱:XR-I
涂層厚度:2-3µm
抗氧化溫度:400℃-700℃
沉積溫度:400℃
涂層硬度HV0.05:2800-3500
沉積方式:PVD
對鋼材的干摩擦:0.10-0.30
顏色:黑色/金色/灰色/銀色
應(yīng)用領(lǐng)域:注塑模具及配件,注塑機(jī)配件(如:螺桿)等。
.提升生產(chǎn)效率
.提升產(chǎn)品表明質(zhì)量,減少產(chǎn)品后加工工序
.節(jié)能環(huán)保
.改善模具填充
.減少脫模阻力
.更強(qiáng)的耐磨性
技術(shù)咨詢:133 9232 1543 周工 支持模具小件免費(fèi)打樣
 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)