 塑料機械網
塑料機械網









詳細介紹
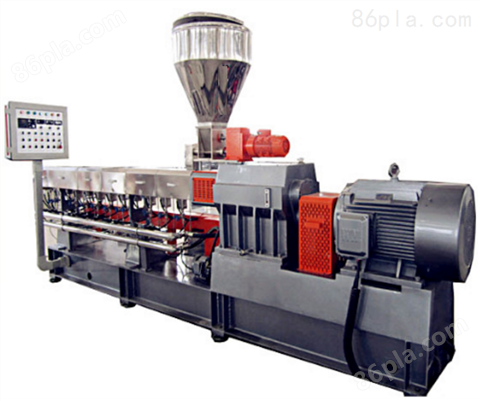
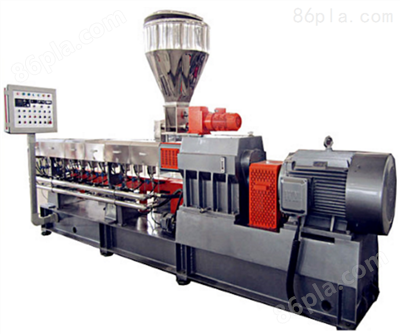
ABS PC PET POM PA工程塑料造粒機 劉先生一三五一 一六三九九一二
一) 螺桿螺紋套:標準螺桿螺紋套的螺距大約在0.5D到2.0D之間.寬螺距元件(即大導程螺紋元件)一般用于擠出機的喂料段和排氣段,窄螺距元件(即小導程螺紋元件)主要用在物料需要壓縮或者填充大量填料的部位上游.如嚙合塊或者密封環的上游或者操作段之間(如喂料和真空之間).螺紋套的螺距可以增大.隨著螺距增大,將使停留時間和填充程度減小,停留時間變窄,拖拽流增大,同時對壓力的增加更加敏感(壓力增大導致漏流或者逆流的可能性增加.).但是在正常的壓力情況下(或者在上游輸送壓力和下游阻礙壓力平衡的情況下),寬螺距的螺紋的輸送能力還是要比窄螺距的螺紋輸送能力大。
除了用于輸送螺桿螺紋套之外,還設計了用于特殊情況的幾種輸送元件。例如應付喂料困難和輸送低密度物料的SK螺紋套;用于阻止漏流的SF元件等。
二) 螺桿嚙合塊:螺桿上的螺紋套都是由連續的螺紋組成的.而嚙合塊則是有側面象圓盤的元件一個一個疊和而成的.其幾何外型是非連續的.捏合塊的特征參數包括了總長度、嚙合盤數量、嚙合盤錯列角。我們通常用KB表示嚙合盤,而且在KB后面加上特定的數值表示嚙合盤的實際形態。例如:KB45/5/40表示嚙合盤交錯角為45度,共有5片嚙合盤,嚙合塊長度為40mm。嚙合塊主要的工作任務就是分散混合和分配混合。
三) 分散混合:分散混合是將組分的粒度尺寸減小,將固體塊狀或者聚集體破碎成微粒,或者是將彼此不相容的聚合物的相尺寸減小到所要求的范圍。這一過程通常是依靠大嚙合長度和中等導程的捏合盤來實現。
四)分配混合:分配混合是使個組分的空間分布達到均勻,即保證混合設備內通過分配元件的熔體中各組分的分布均勻化。這個通常是靠窄片小角度捏合盤來實現。的情況先會采取特殊的分配元件來實現。不同的材料對螺桿的混合能力提出了不同的要求,增強型和填充型的要求就*不同。即使是相同類型的加工類型,例如:工程塑料合金:,HIPS/PPO合金的要求與PC/ABS的要求也不盡相同。
ABS PC PET POM PA工程塑料造粒機 下面列出幾種不同材料的對應螺桿組合:(僅列出了熔融均化段的嚙合塊組合)
阻燃ABS或者PC/ABS:
K45/5/48 36/36 36/36 22/22 K45/5/48 K90/5/48 22/11L
K45/5/48 36/36 36/36 22/22 K45/5/48 K90/5/48 K45/5/48L
尼龍增強或者增強阻燃:
K45/5/48 K45/5/48 48/48 36/36 22/22 K45/5/48 K90/5/48 22/11L
K48/5/48 K45/5/48 48/48 36/36 22/22 K45/5/48 K60/4/36 K90/5/48
填充增強或填充阻燃增強:
K45/5/48 K45/5/48L 36/36 22/22 K45/5/48 K45/5/48L 22/22 k45/5/48 k90/5/48 22/11L
工程塑料的共混加工由于螺桿組合具有可自由組合的特性,因此雖然在更換組合上提供了很大的自由度,但是也對工藝控制和工藝設計人員提出了更高的要求。針對不同的共混體系所需要的混合要求組合不同的螺桿組合,已經成為工程塑料造粒機的共混操作過程中一個重要的環節。
工程塑料造粒機工藝:高混機----螺旋自動上料機------雙螺桿造粒機-------冷卻水槽-------吹干機-------切粒。
 塑料機械網
塑料機械網