注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機

青島金塑機械制造有限公司

青島金塑機械制造有限公司
暫無信息 |
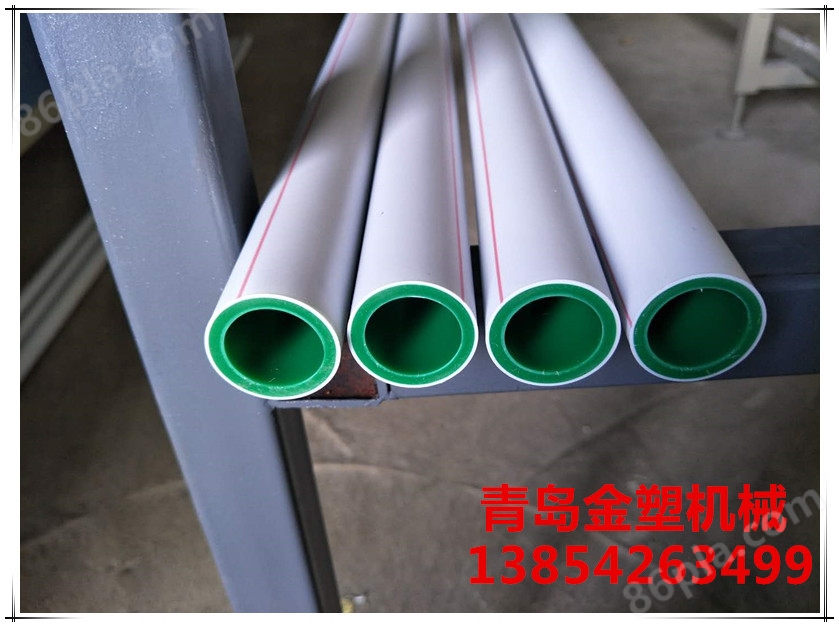
PPR塑料管生產線 PPR熱水管設備機器青島金塑機械是專業生產塑料管材生產線的廠家,我公司可以按照用戶產品的規格加工定制適合您產品的生產線設備,我們的產品有多種型號,規格和配置。金塑機械的圖片都是自己工廠實地拍攝,有很多國內外客戶已經從我廠定制了整套生產線。金塑機械歡迎您前來參觀,洽談!我們提供從設備-工藝-配方-原料的整體解決方案,確保讓您的設備在*短的時間進入正常生產狀態。
因該產品規格較多,型號·價格及詳細參數請咨詢!(機型可定制)
PPR冷熱水管生產線主要由控制系統、擠出機、模頭、定徑系統、牽引切割裝置、打印機、翻料架或收卷機等組成。機頭模具為螺旋分流式機頭,可配靜態混煉系統,料層彼此充分疊加,內部壓力分布更均勻。生產線采用特殊的真空定徑和噴淋冷卻系統:真空定徑箱為兩段式,完善的水溫、水位以及流量控制,確保生產高質量的管材。
PPR管材生產過程中遇到問題如何解決
1、管子表面有焦跡可能原因是機身或機頭溫度過高;機頭和過濾器沒清洗干凈;粒料中有雜質;原料熱穩定性差或熱穩定劑量過少;控制溫度儀表失靈。
2、管材表面有黑色條紋可能原因機頭溫度過高,過濾器沒清洗干凈。
3、管材表面無光澤可能是口模溫度過低或過高。
4、管材表面有皺紋可能是口模四周溫度不均勻;冷卻水太熱;牽引太慢。
5、管材內壁毛糙可能是芯棒溫度偏低;機身溫度過低;螺桿溫度過高。
6、管材內壁有裂紋可能是料有雜質;芯棒溫度過低;機身溫度低;牽引速度過快。
7、管內壁有凹凸不平可能螺桿溫度過高;螺桿轉速太快。
8、管內壁有氣泡可能料受潮了。
9、管壁厚度不均可能口模,芯模沒有對正;機頭溫度不均勻;牽引不穩定;壓縮空氣不穩定。
10、管材彎曲可能管材壁厚不均;機頭四周溫度不均勻;機頭冷卻槽,牽引切割中心沒有對正;冷卻槽兩端孔不同心。
11、制品發脆可能機身塑化程度不夠;螺桿轉速太快;機頭溫度太低;樹脂粘度過高。
12、管材縱向或橫向收縮大可能定徑套與口模內徑的徑向差大(橫向);牽引速度偏高(縱向)。
13、突然出料慢可能螺桿加料段溫度高;機身進水;機頭溶體壓力小。




您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼










