注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機

玖德隆機械(昆山)有限公司

玖德隆機械(昆山)有限公司
暫無信息 |
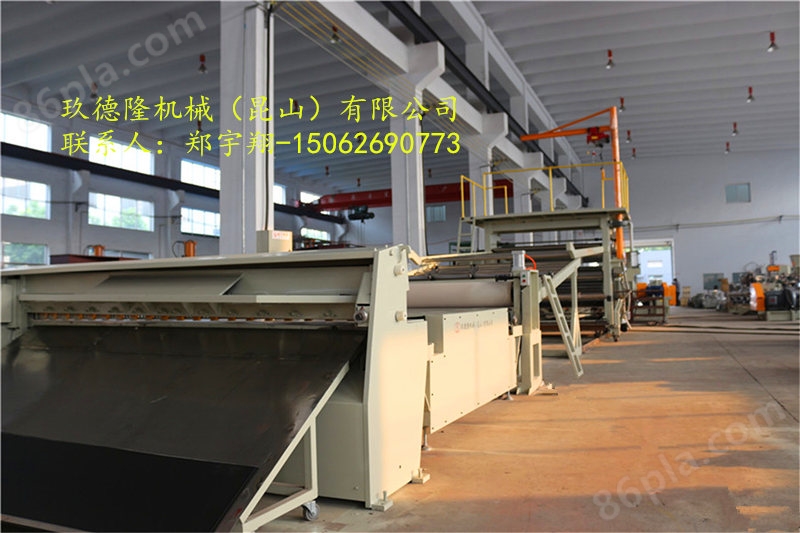
EVA發泡片材擠出機_EVA料片材設備廠家
(1)使物料擠出成型使具有必要的成型壓力(2)達到預期的生產能力。螺桿轉速設置:(3)根據擠出機模具的實際生產能力來設置擠出螺桿的轉速,在額定產能下,一般擠出機螺桿的設定在大轉速的80%較適合。(4)在設置好螺桿轉速的前提下,根據所需的熔融壓力、電機負荷設置進料螺桿轉速。(5)牽引機速度根據擠出機與模具的產能及型材比重來確定。
EVA發泡片材擠出機_EVA料片材設備廠家 簡介
EVA簡稱 EVA俗稱 橡皮膠學名 聚乙烯—醋酸乙烯脂共聚物英文名 ethylene vinyl acetate copolymer本色 EVA本色是一種半透明到不透明白色臘狀材料,比重比水輕,柔軟而且有橡膠彈性,但比LDPE柔軟,能伸長,無毒,無味。因是兩種單體的共聚物,它的性能與兩種單體在分子中的成份有很大關系,VA含量低時,象PE,呈不透明白色狀態;VA含量越高,呈半透明狀態,它的彈性就越大,就越象橡膠,柔性越好,韌性越好燃燒特征 易燃,離火后能繼續燃燒,火焰上端呈黃色,下端呈藍色,燃燒時會熔溶,有液體滴落,無黑煙冒出,同時,燃燒時發出的醋酸的氣味優點 。
各類片材擠出機信息
https://xieding87300x.cn.made-in-china.com/
https://jiudelong.jdzj.com/
http://6868dy.com/st50852/
https://www.hq715。。com/com/yuxiang2286/
https://lzx1188.cn.china.cn/
https://lzx1188.maijx.com/
https://jiudelong.jdzj.com/
耐酸堿,不耐有機溶劑,能溶于芳烴和氯代烴中;電絕緣性優良,耐低溫;低溫時,保持很大的韌性。耐臭氧,抗霉菌。VA含量低時,類似于LDPE,柔軟而抗沖強度好,VA含量高時,有類橡膠彈性,有較大透明性。總的來說,EVA的手感好,有橡膠彈性,低溫柔軟,耐折迭,耐彎曲,而應力開裂,能承受較大的載荷沖擊缺點 易粘模,易受熱分解,熱性能不良。表面硬度低,易刮傷。易印刷,印刷性能優于PE。
EVA發泡片材擠出機_EVA料片材設備廠家
用途 用于擠出包裝薄膜,農業薄膜,纏繞薄膜,軟水管 用于注塑橡膠彈性的配件,如:密封圈,減振件,一次性防盜瓶蓋等 用于其它材料的低溫改性劑注塑性能 一般的EVA熔點為120℃,分解溫度為200℃;注塑時,一般使用溫度為140℃--160℃;因是烯烴類塑料,它不吸水,生產時,不需哄干,但為了產品質量,可用60℃溫度烘干1hr,以排出浮水;EVA熱穩定性差,比較易分解,因此,注塑時,不要在螺桿中停留時間過長,分解時,有大量的醋酸氣味放出。帶靜電,表面易吸塵埃。收縮率為9‰;溢邊值為0.05mm物理性能 機械性能
螺桿作用: 、螺桿作用 (1)輸送作用(2)傳熱塑化物料(3)混合均化物料 螺桿各段作用: (1) 加料段:物料固態,H 為等深等距的深槽螺紋,利于吃料。長度:結晶較長,60% 左右;無定形較短,10~25%。 (2) 壓縮段:起擠壓和剪切作用,物料由固體變為熔融態。H 逐漸減小,物料熔融程度 逐漸增大,末端基本熔融*。無定形物料壓縮段較長,熔融溫度范圍寬塑料,如 PVC,壓縮段為全長,熔融溫度范圍窄,如尼龍,壓縮段為 1~2 個螺距。 (3) 均化段:進一步混合塑化,并定量定壓地輸送物料到機頭。螺距和槽深不變。H 較 小,利于塑化均勻。長度一般為螺桿全長的 20~25%。熱敏性塑料,均化段短;
7. 配方設計原理 (1)根據塑料的種類、配方設計及熔融指數,確定擠出溫度控制范圍及各段溫度。 (2)檢查擠出機的各部分,確認設備正常,接通電源,打開冷卻水、加熱,待各段預熱 到要求溫度時,再次檢查并趁熱擰緊機頭各部分螺栓等銜接處,保溫 10min 以上再加料。 (3)開動主機螺桿,待轉動正常后再開動喂料螺桿, 在轉動下先加少量塑料,注意進料 和電流計情況,待熔料擠出正常后,將擠出物用手(戴上手套)和鑷子慢慢引上冷卻牽引裝 置,同時開動切粒機切粒并收集產物。 (4)擠出平穩后,繼續加料,調整各部分,控制溫度等工藝條件,維持正常操作。 (5)觀察擠出料條形狀和外觀質量,記錄擠出物均勻、光滑時各段溫度等工藝條件,記 錄一定時間內的擠出量,計算產率,重復加料,維持操作 1h。 (6)實驗完畢,用物料洗機,先關閉喂料螺桿,等螺桿剩余物料清理完畢后關閉主機螺 桿,趁熱消除機頭中殘留塑料,關閉切粒機、冷卻水和電源。擠出成型溫度是促進成型物料塑化和塑料熔體的流動的必要條件,它直接影響著物料在整個加工過程的流變狀態,對塑料的塑化和異型材的產量、質量均具有十分重要的意義。在整個加工過程中,物料要實現由玻璃態到高彈態再到粘流態的轉變,各段溫度控制也不盡相同。下面就筒區、螺桿、連接體、模頭溫度一一介紹。(1)設置好筒溫的溫度,必須對我們的螺桿在擠出成型過程中的功能有一個了解。筒區可分為四個區:加料區、壓縮區、計量區。擠出機中機筒的加熱是為了使機筒受熱達到一定的溫度,機筒的冷卻是為了使有一定溫度的高溫機筒把溫度降下來。在擠出機擠塑塑料生產過程中,機筒上有加熱和冷卻裝置的交替工作,則使機筒工作時溫度恒定在一個擠出塑料塑化需要的工藝溫度范圍內,這樣就保證了擠出機正常擠塑制品成型生產的順利進行。
(2)螺桿溫度由于螺桿之間間隙很小,而使得在螺桿之間產生的摩擦熱較大,為了保證物料不發生分解,故溫度設置較低,一般在120——140℃。
(3)模具溫度模具溫度是保持穩定成型的重要條件之一,為了防止由于模溫與熔差的溫差而造成型翹曲的現象,所以模溫設置應與熔體溫度*,一般在190——210℃。
另外。模具溫度受到型材的幾何形狀的影響,復雜的形狀,由于型腔的表面積較大,會阻礙物料的流動,故有時需要較高的模溫來提高熔體的流動性能。
轉速控制轉速控制包括進料螺桿、擠出螺桿轉速牽引速度的控制。工藝要求:(1)使物料擠出成型使具有必要的成型壓力
(2)達到預期的生產能力。螺桿轉速設置:(3)根據擠出機模具的實際生產能力來設置擠出螺桿的轉速,在額定產能下,一般擠出機螺桿的設定在大轉速的80%較適合。
(4)在設置好螺桿轉速的前提下,根據所需的熔融壓力、電機負荷設置進料螺桿轉速。
下,根據所需的熔融壓力、電機負荷設置進料螺桿轉速。
(5)牽引機速度根據擠出機與模具的產能及型材比重來確定。



。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼