 塑料機械網
塑料機械網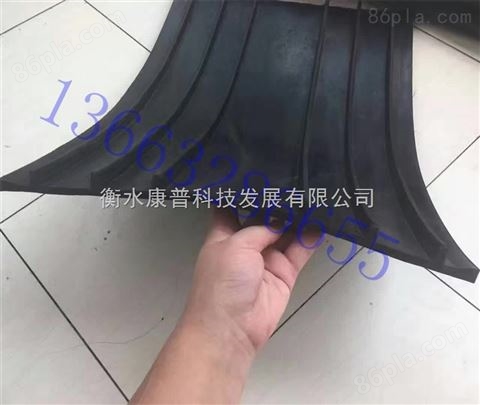





詳細介紹
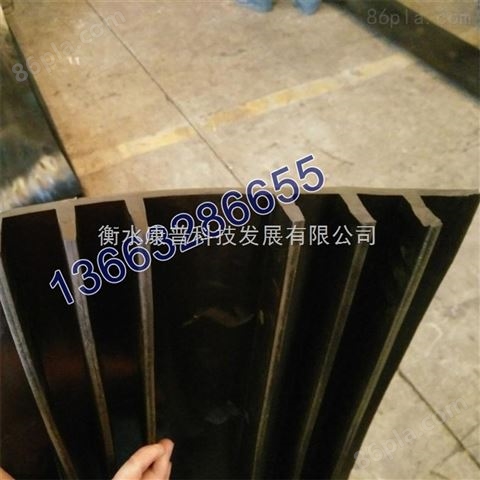
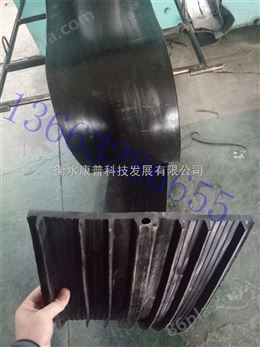
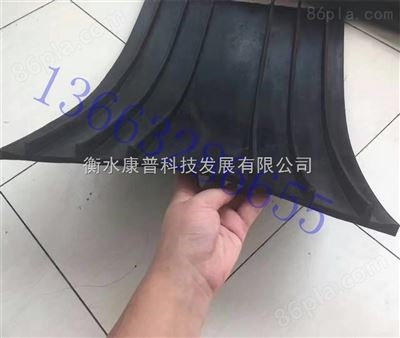
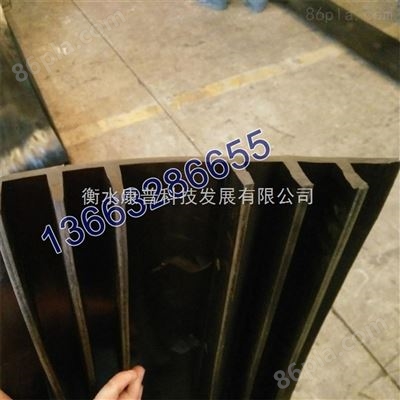
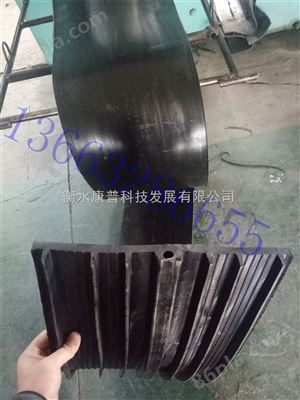
橡膠止水帶廠家_橡膠止水帶接頭熱熔粘接步驟
歡迎各位朋友,打開這條信息,我們衡水康普科技發展有限公司專業生產橡膠止水帶、橡膠止水條、聚硫密封膠、聚乙烯泡沫板、柔性填料等橡膠制品的廠家,下面由我們衡水康普為您簡單介紹一下橡膠止水帶接頭熱熔粘接步驟,希望對您有所幫助與益處。
*步:首先準備好橡膠止水帶接頭所需要的熱硫化復合式焊接機具:止水帶接頭用復合式焊接機。止水帶接頭所需的工具
第二步:提前30分鐘接通電源進行熱熔焊機預熱,預熱溫度應達到130~150℃。
第三步:將止水帶接頭切割整齊,利用打磨機對端頭進行打磨,寬度不小于5cm。將橡膠止水帶接頭處切割平整,將需要接頭處打磨薄。
第四步:分別切割10cm寬生橡膠幫接條和1cm寬生橡膠連接條。
第五步:拔掉電源,關閉預熱焊機,將止水帶接頭平鋪在焊機底板上。
第六步:將1cm寬生橡膠連接條放入接縫中間。然后將10cm寬的生橡膠幫接條平鋪在止水帶的打磨面上,保證接縫兩側寬度均等。將生橡膠連接條放入接縫中間,將生橡膠幫條平鋪在接頭的打磨面上。
第七步:合上熱熔機,擰緊螺栓。接通電源5分鐘后,再次擰緊螺栓加壓(以兩個人擰不動即可),繼續加熱5分鐘,關閉電源焊接結束。合上熱熔機,擰緊螺栓,等待五分鐘再次擰緊螺栓加壓。
zui后一步:熱熔焊機冷卻20分鐘后,取出止水帶,進行焊接的外觀檢查,合格后方可進行安裝作業。擰開螺栓打開熱熔機止水帶接頭的正、反面效果。
衡水康普科技發展有限公司是一家集產品的研究、開發、設計、制造于一體的大型公司,本公司注冊資金為365萬元.公司下設辦公室,供應銷售部,生產技術管理部,工作質量監督檢驗部,人力資源部,財務部,客戶服務部等部門。目前公司擁有國內*的橡膠止水帶生產線,雙組份聚硫密封膠生產線,閉孔泡沫板生產線,GB柔性填料、橡膠壩和塑料膠泥生產線。我公司內抓企業管理,外樹企業形象,使公司成為同行業中的橡膠企業。 以上僅代表個人觀點,有不解之處,咨詢,共同探討。
技術交流:(同號)王雪
 塑料機械網
塑料機械網