 塑料機械網(wǎng)
塑料機械網(wǎng)










詳細介紹
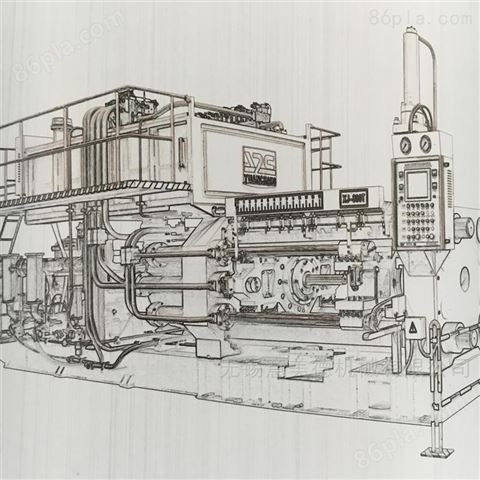
2000t擠壓機,鋁型材廠家都選無錫意美德,
我公司擠壓機及鋁型材擠壓輔助設備優(yōu)勢:
1.空機單次循環(huán)12.65秒,擠壓平穩(wěn)回程速度快。
2.按照歐洲標準設備前后溫差控制在5°C 以內(nèi),自帶調(diào)節(jié)溫差裝置。
3. 鋁型材擠壓機設備外型美觀。
4. 與很多大型鋁型材企業(yè)進行了深度技術(shù)合作,制造了多條鋁型材擠壓機生產(chǎn)線。
5. *的售后服務,免費為客戶提供設備的布局規(guī)劃與建廠方案!解決您的后顧之憂。

擠壓機的結(jié)構(gòu)原理
通常,一套完整的鋁型材擠壓機系統(tǒng)主要由機械部分,液壓部分及電氣部分所組成。
1.機械部分包括底座,導柱(也叫拉桿),前橫梁板(簡稱前板),后橫梁板(缸座),保溫座(盛錠筒),剪刀座,模座,上下導軌板,機械手送錠裝置,擠桿座(蝴蝶頭),擠桿等部件。
2.液壓系統(tǒng)由主缸,副缸(快速邊缸),鎖緊缸(前板缸),模座油缸,柱塞泵(分為變量與定量泵),葉片泵(分單聯(lián)泵與多聯(lián)泵),閥板,閥(單向閥,溢流閥,換向閥等),油管,油箱及各種液壓開關等組成。
3.電氣部分主要由供電柜,操作臺,PLC可編程控制器,交流接觸器,顯示屏等組成。
各主要部分的功能如下:
1.機座是所有作用的承受載體,包括底座是一個封閉的承受擠壓力的構(gòu)件;
2.主缸是產(chǎn)生擠壓力的液壓工作缸,為柱塞結(jié)構(gòu);
3.導柱,也叫拉桿,前板和主缸是通過四根導柱用螺母緊固成封閉的受力系統(tǒng),承受液壓機工作時的作用壓力,部分中板與主缸蝴蝶板則以四根導柱為導向前后移動。所以張力柱除了受力外,還兼作動梁(蝴蝶板)及擠壓筒(保溫座)的導軌。
4.蝴蝶板是一個用來平衡主柱塞外伸部分重量,并控制擠*中心的部分;
5.保溫座,也叫盛錠筒,是用來裝置鋁錠坯,是一個承受高壓的恒溫容器。

擠壓原理簡介
所謂擠壓,就是通過對放在容器(擠壓筒)中的錠坯一端施壓力,使之通過模孔成型的一種壓力加工方法。在生產(chǎn)斷面較復雜的管材、型材方面,擠壓法是一種可以的壓力加工方法。因此,鋁型材加工采用擠壓法實現(xiàn)。
擠壓法的實現(xiàn)方式又可分為兩種:正擠壓和反擠壓。正擠壓時,金屬的流動方式與擠壓桿的運動方向相同,其主要特征是錠坯與擠壓筒內(nèi)壁間存在著較大的外摩擦。反擠壓時,金屬的流動方向與擠壓的運動方向相反,其特點是金屬與擠壓筒內(nèi)壁間無相對滑動,繼而也就不存在外摩擦。正擠壓和反擠壓的不同特點對擠壓過程、產(chǎn)品質(zhì)量和生產(chǎn)效率都有著*影響。
本設計采用正向法,原因如下:
(1)鋁合金流動性較大,摩擦力對型材質(zhì)量影響較小。
(2)反向擠壓是將模子設置在擠壓桿內(nèi)部,這樣對擠壓機擠壓強度要求較高,且模座更換異常復雜,生產(chǎn)效率不高。
(3)反向擠壓法對型材長度有一定限制,應用場合將大大減小。通常是將鑄錠加熱至規(guī)定的溫度后放入擠壓筒中,比擠壓筒內(nèi)徑稍小的擠壓桿迫使金屬通過模孔流出而變成與模孔形狀、尺寸相同的制品。為了減少擠壓桿磨損,將擠壓桿直徑做得比擠壓筒內(nèi)徑稍小,并在其端頭加一個直徑幾乎與擠壓閥中的部分金屬稱為壓余。
擠壓機結(jié)構(gòu)由擠壓機和擠壓工具組成。擠壓機分臥式和立式兩類。擠壓桿運動方向與地面平行的稱其為臥式機,能力一般為1000~5000噸;擠壓桿運動方向與地面垂直的為立式機,能力一般為300~1000噸。考慮到立式機對型材長度要求有限制,故本設計采用臥式擠壓機。




 塑料機械網(wǎng)
塑料機械網(wǎng)