 塑料機械網(wǎng)
塑料機械網(wǎng)







詳細介紹
臥式深孔鉆機床是指在進行深孔鉆孔工序過程中專門使用的機床設(shè)備。深使用深孔鉆機床孔鉆可以節(jié)省工藝裝備,縮短生產(chǎn)工藝周期,保證制品加工質(zhì)量,提高生產(chǎn)效率。

臥式深孔鉆機床加工深孔的一種工藝組合
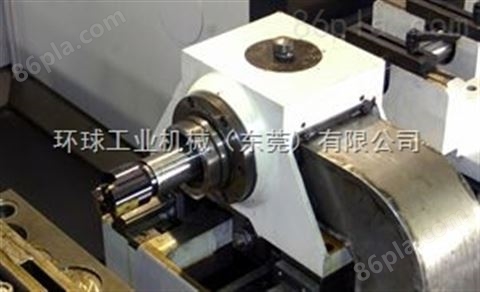
使用數(shù)控深孔鉆床加工深孔,穩(wěn)固的設(shè)備結(jié)構(gòu)、良好的減震性能、盡可能小的軸向跳動是保證深孔的加工精度、重復(fù)定位精度及表面粗糙度所必需的;合適的鉆頭幾何形狀可以使深孔加工更加高效;采翔穿軸式高壓冷卻系統(tǒng),可以順利排屑,可以提高主軸轉(zhuǎn)速及進dao速率,還可以延長dao具壽命。穿軸式冷卻、鉆頭精確的幾何形狀、合金dao具、切割參數(shù)的合理選擇是深孔加工的重要影響因素,每個因素都會影響到孔的尺寸精度、表面粗糙度、加工周期及dao具壽命等。一種較佳工藝組合是采用高壓冷卻系統(tǒng)。帶有開放式鉆槽、具有涂層的合金dao具并只需單次退dao即可完成。以上條件是在數(shù)控深孔鉆床上成功實現(xiàn)深孔加工的基本需求。

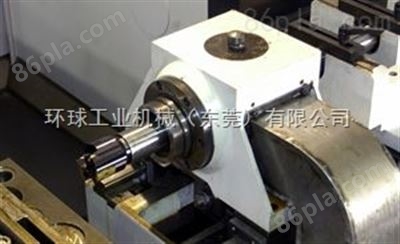
數(shù)控再切削時斷屑的因素
1.切削過程中,切肩在剪切平面上產(chǎn)生較大的塑性變形。同時,前dao面上的壓力對切屑產(chǎn)生一個彎矩,迫使切屑卷曲。
2.高速切削時,前dao面的壓力足夠大,前dao面與切屑底面產(chǎn)生粘結(jié),又因為切削過程是連續(xù)不斷的,切屑底面的金屬既伸長又不斷的滑移,如同后浪推前浪,反面受壓縮,促使切尼卷曲。
3.切屑沿斷屑臺圓弧面卷曲,其自由端可能與孔蹙、鉆頭或工件待加工表面相碰時,使切屑承受一個彎矩或扭矩而折斷。

 塑料機械網(wǎng)
塑料機械網(wǎng)