| 滄州市方圓管業(yè)有限公司
主營產(chǎn)品: 無縫鋼管 |
會員1.png)
| 滄州市方圓管業(yè)有限公司
主營產(chǎn)品: 無縫鋼管 |
| 參考價 | 面議 |
塑料機(jī)械網(wǎng)采購部電話:0571-88918531 QQ:2568841715
QQ:2568841715
聯(lián)系方式:查看聯(lián)系方式
更新時間:2016-11-22 10:42:43瀏覽次數(shù):593
聯(lián)系我們時請說明是塑料機(jī)械網(wǎng)上看到的信息,謝謝!
請點(diǎn)擊查看
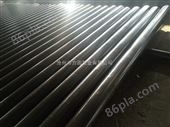
天然氣Q235B直縫高頻焊鋼管 天然氣Q235B直縫高頻焊鋼管
廠家銷售河北方圓管業(yè)有限公司專業(yè)生產(chǎn):ERW直縫焊管、高頻 API 5L直縫鋼管、ERW API 5L直縫鋼管、ER Q345B高頻直縫焊管L245高頻電阻焊直縫鋼管直縫高頻電阻焊鋼管L245直縫鋼管廠家 .公司工藝設(shè)備*,檢測手段齊全,擁有*的檢測設(shè)備--X射線探傷、超聲波探傷、靜水壓試驗(yàn)機(jī)、理化實(shí)驗(yàn)室和完整的計(jì)量系統(tǒng),從而保證產(chǎn)品的生產(chǎn)和檢驗(yàn)符合標(biāo)準(zhǔn)要求,滿足顧客需求。
直縫焊管的技術(shù)根據(jù)GB3092《低壓流體輸送用焊接鋼管》標(biāo)準(zhǔn)的規(guī)定,焊管的公稱直徑為6~150mm,公稱壁厚為2.0~6.0mm,焊管的長度通常為4~10米,可按定尺或倍尺長度出廠。鋼管表面質(zhì)量應(yīng)光滑,不允許有折疊、裂縫、分層、搭焊等缺陷存在。鋼管表面允許有不超過壁厚負(fù)偏差的劃道、刮傷、焊縫錯位、燒傷和結(jié)疤等輕微缺陷存在。允許焊縫處壁厚增厚和內(nèi)縫焊筋存在。
我公司 引進(jìn)*的JCOE生產(chǎn)設(shè)備,專業(yè)生產(chǎn)厚壁大口徑直逢雙面埋弧焊管. 由于JCOE直縫鋼管工藝參數(shù)較多,不僅通過試錯法確定了生產(chǎn)工藝數(shù)據(jù),為了獲得一套成熟的工藝,甚至需要幾個月的調(diào)試過程。JCOE直縫鋼管制造工藝是20世紀(jì)90年代興起來的新型的焊接鋼管成型技術(shù),該技術(shù)的主要成型流程是先將鋼板預(yù)焊對口處進(jìn)行銑邊(或刨邊)后經(jīng)鋼板寬度方向上的預(yù)折彎,再按J→C→O的順序逐步成型,成型過程中經(jīng)過多次壓力沖壓每一次沖壓時均以三點(diǎn)彎曲模具成型為基本原理。
滄州方圓管道有限公司擁有兩條熱擴(kuò)鋼管生產(chǎn)線熱擴(kuò)規(guī)格:Φ219-Φ630,兩臺大口徑矯直機(jī)。大型卷管機(jī)3臺,自動焊機(jī)4臺,卷管規(guī)格:Φ400mm-Φ4020mm,壁厚8-100mm的卷管。加工,銷售大口徑直縫管,焊接長管。大口徑鋼管無縫化。(可做探傷),本公司致力于生產(chǎn)環(huán)縫、縱環(huán)縫焊接壓力鋼管及鋼制壓力鋼管并在傳統(tǒng)卷制設(shè)備同類規(guī)格型號的基礎(chǔ)上進(jìn)行改造。使卷焊鋼管設(shè)備的各項(xiàng)參數(shù)提高30%之功能,*了原有傳統(tǒng)卷制設(shè)備不能生產(chǎn)的空白。材質(zhì)主要有Q235、Q345、20#、16Mn、X52,X60等。產(chǎn)品執(zhí)行標(biāo)準(zhǔn)為:GB/T 50205-2001、GB/T 3092-2008 GB/T9711.1 9711.2 API 5L PSL1 PSL2 GB/T13793-2008等。產(chǎn)品廣泛用于石油、化工、天然氣輸送、打樁及城市供水、供熱、供氣等工程。我公司以質(zhì)量取信于客戶,以科技滿足市場需求,力求盡善盡美,北鋼公司擁有*的X射線工業(yè)電視在線探傷、超聲波在線探傷、磁粉探傷、水壓等完備的產(chǎn)品檢測設(shè)備.承接出口定尺鋼管.
公司直縫鋼管可按合同生產(chǎn)Φ325—Φ2020,壁厚7mm--100mm,長度1--16米的各種壁厚直縫鋼管,高頻鋼管,高頻焊鋼管,方矩鋼管,高頻焊接直縫鋼管,大口徑直縫方矩鋼管,直縫矩管,雙面埋弧直縫焊接厚壁鋼管,直縫卷管,厚壁直縫卷管,大型卷管,大型直縫厚壁卷管,厚壁方矩鋼管,厚壁大口徑大型環(huán)焊對接鋼管,雙面埋弧自動直縫焊接鋼管,厚壁丁字焊接鋼管。其中直縫鋼管采用德國進(jìn)口JCOE成型設(shè)備,高效率、高質(zhì)量生產(chǎn)直縫鋼管產(chǎn)品;滄州誠緣生產(chǎn)的直縫鋼管可直接用于我公司新建方矩鋼管生產(chǎn)線中的直縫矩管生產(chǎn)原材料。可生產(chǎn)加工大口徑厚壁直縫矩管,方矩鋼管。
埋弧焊是以連續(xù)送時的焊絲作為電極和填充金屬。焊接時,在焊接區(qū)的上面覆蓋一層顆粒狀焊劑,電弧在焊劑層下燃燒,將焊絲端部和局部母材熔化,形成焊縫。在電弧熱的作用下,上部分焊劑熔化熔渣并與液態(tài)金屬發(fā)生冶金反應(yīng)。熔渣浮在金屬熔池的表面,一方面可以保護(hù)焊縫金屬,防止空氣的污染,并與熔化金屬產(chǎn)生物理化學(xué)反應(yīng),改善焊縫金屬的萬分及性能;另一方面還可以使焊縫金屬緩慢泠卻。埋弧焊可以采用較大的焊接電流。與手弧焊相比,其zui大的優(yōu)點(diǎn)是焊縫質(zhì)量好,焊接速度高。因此,它特別適于焊接大型工件的直縫的環(huán)縫。而且多數(shù)采用機(jī)械化焊接。埋弧焊已廣泛用于碳鋼、低合金結(jié)構(gòu)鋼和不銹鋼的焊接。由于熔渣可降低接頭冷卻速度,故某些高強(qiáng)度結(jié)構(gòu)鋼、高碳鋼等也可采用埋弧焊焊接。埋弧焊鋼管:是以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。