

 QQ交談
QQ交談您所在位置:首頁 張家港市歐倍特塑料機械有限公司>>管材生產(chǎn)線>>U-PVC管材擠出生產(chǎn)線>> PVCG-630PVC管材擠出工業(yè)生產(chǎn)線
產(chǎn)品展示
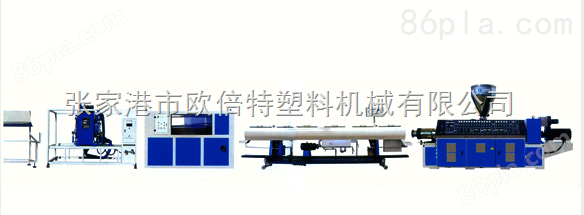
PVCG-630PVC管材擠出工業(yè)生產(chǎn)線
- 公司名稱:
- 張家港市歐倍特塑料機械有限公司
- 更新時間:
- 2024-09-26 15:25:21
- 所 在 地:
- 蘇州市
- 生產(chǎn)地址:
- 江蘇
- 瀏覽次數(shù):
- 1190
PVC管材擠出工業(yè)生產(chǎn)線特點: 1、模塊化和專業(yè)化 塑料擠出機模塊化生產(chǎn)可以適應不同用戶的特殊要求,縮短新產(chǎn)品的研發(fā)周期,爭取更大的*;而專業(yè)化生產(chǎn)可以將擠出成型裝備的各個系統(tǒng)模塊部件安排定點生產(chǎn)甚至進行全球采購,這對保證整期質(zhì)量、降低成本、加速資金周轉(zhuǎn)都非常有利。 2、高效、多功能化 塑料擠出機的高效主要體現(xiàn)在高產(chǎn)出、低能耗、低制造成本方面。在功能方面,螺桿塑料擠出機已不僅用于高分子材料的擠出成型和混煉加工,它的用途已拓寬到食品、飼料、電極、建材、包裝、紙漿、陶瓷等領(lǐng)域。 3、大型化和精密化 實現(xiàn)塑料擠出機的大型化可以降低生產(chǎn)成本,這在大型雙螺桿塑料造粒機組、吹膜機組、管材擠出機組等方面優(yōu)勢更為明顯。國家重點建設服務所需的重大技術(shù)裝備,大型乙烯工程配套的三大關(guān)鍵設備之一的大型擠壓造粒機組長期依靠進口,因此必須加快國產(chǎn)化進程,滿足石化工業(yè)發(fā)展需要。 4、智能化和網(wǎng)絡化 發(fā)達國家的塑料擠出機已普遍采用現(xiàn)代電子和計算機控制技術(shù),對整個擠出過程的工藝參數(shù)如熔體壓力及溫度、各段機身溫度、主螺桿和喂料螺桿轉(zhuǎn)速、喂料量,各種原料的配比、電機的電流電壓等參數(shù)進行在線檢測,并采用微機閉環(huán)控制。這對保證工藝條件的穩(wěn)定、提高產(chǎn)品的精度都極為有利。 塑料擠出機(主機)可以與管材、薄膜、捧材、單絲、扁絲、打包帶、擠網(wǎng)、板(片)材、異型材、造粒、電纜包覆等各種塑料成型輔機匹配,組成各種塑料擠出成型生產(chǎn)線,生產(chǎn)各種塑料制品。因此,塑料擠出成型機械無論現(xiàn)在或?qū)恚际撬芰霞庸ば袠I(yè)中得到廣泛應用的機種之一。 開車前的準備工作: (1)用于擠出成型的塑料。原材料應達到所需要的干燥要求,必要時需作進一步干燥。并將原料過篩除去結(jié)塊團粒和機械雜質(zhì)。 (2)檢查設備中水、電、氣各系統(tǒng)是否正常,保證水、氣路暢通、不漏,電器系統(tǒng)是否正常,加熱系統(tǒng)、溫度控制、各種儀表是否工作可靠;輔機空車低速試運轉(zhuǎn),觀察設備是否運轉(zhuǎn)正常;啟動定型臺真空泵,觀察工作是否正常;在各種設備滑潤部位加油潤滑。如發(fā)現(xiàn)故障及時排除。 (3)裝機頭及定型套。根據(jù)產(chǎn)品的品種、尺寸,選好機頭規(guī)格。按下列順序?qū)C頭裝好。 ① 機頭應裝配在一起,整體安裝在擠出機上。 ② 裝配機頭前,應擦去保存時涂上的油脂,仔細檢查型腔表面是否有碰傷、劃痕、銹斑,進行必要的拋光,然后在流道表面涂上一層硅油。 ③ 按順序?qū)C頭各塊板裝配在一起,螺栓的螺紋處涂以高溫油脂,然后擰上螺栓和法蘭盤。 ④ 將多孔板安放在機頭法蘭之間,以保證壓緊多孔板而不溢料。 ⑤ 在未擰緊機頭與擠出機聯(lián)接法蘭的緊固螺栓前應調(diào)整口模水平位置,可用水平議調(diào)方形機頭水平,圓形機頭則以定型模型膠底面為基準用機頭口模底面調(diào)平。 ⑥ 上緊連接法蘭螺栓,擰緊機頭緊固螺栓,安裝加熱圈和熱電偶,注意加熱圈要與機頭外表面貼緊。 ⑦ 安裝定型套并調(diào)整就位,檢查主機,定型套與牽引機的中心線是否對準。調(diào)整后,緊固固定螺栓。連接定型套各水管和真空管。 ⑧ 開啟加熱電源,對機頭、機簡均勻加熱升溫。同時打開加料斗底部和齒輪箱的冷卻水及排氣真空泵的進水閥門。加熱升溫時各段溫度先調(diào)到140℃,待溫度升到140℃時保溫30-40min,然后再將溫度升到正常生產(chǎn)時的溫度。待溫度升到正常生產(chǎn)所需溫度時,再保持10min左右,以使機器各部分溫度趨于穩(wěn)定,方能開車生產(chǎn)。保溫時間長短根據(jù)不同型號擠出機和塑料原料品種而有所不同。保溫一段時間,以使機器內(nèi)外溫度一致,以免儀表指示溫度已達到要求溫度,而實際溫度卻偏低,此時如果將物料投入擠出機,由于實際溫度過低,物料熔融粘度過大,會引起軸向力過載而損壞機器。 ⑨ 將開車所用原料送入料斗,以備使用。 PVC管材擠出工業(yè)生產(chǎn)線常見故障: 1、外覆粘接不牢,外膠沒包好 解決方法:a 要使管材表面均有膠,吸膠真空要好;b 提高鋁帶溫度,開啟扁平加熱槍; 2、鋁管表面起棱(凸起) (1)沒有粘牢a首先看凸起部位發(fā)生在哪一道成型輪上,然后對應在哪道成型輪后看鋁管包覆情況,撥開鋁與管胚看經(jīng)過成型輪后的粘接情況,如發(fā)現(xiàn)管胚與鋁帶之間有擠出的熔料,則說明溫度過高,適當減小加熱此處風槍的溫度,如發(fā)現(xiàn)此處沒有粘接好,則應增加此處溫度或者提高此處壓力、調(diào)節(jié)壓輪螺桿,從側(cè)面看輪與鋁管的間隙; b鋁帶的復膠質(zhì)量有問題,如膠膜折痕,膠與鋁箔間有氣泡,膠膜成塊,部分無膠,局部剝離強度不夠. (2)成型輪位置不對 3、鋁管表面劃傷:(1)外覆表面暗傷條紋a 外覆口模有雜質(zhì),應予以清理口模;b 因鋁帶與內(nèi)管未粘牢,涂膠殘留在外覆口模,應清理外覆口模;c 調(diào)節(jié)外覆擠出量. (2)外覆表面明傷a 水箱托輪有異物毛刺;b 密封水箱的硅膠皮或冷卻水布里有異物雜質(zhì). |
相關(guān)產(chǎn)品
- PVCG-630大口徑管材擠出設備
- PVCG-630PVC管材工業(yè)擠出設備
- PVCG-630工業(yè)塑料管材擠出生產(chǎn)線
- PVCG-630PVC工業(yè)管材擠出設備
- PVCG-630工業(yè)PVC管材擠出設備
- PVCG-630PVC管材擠出設備
- PVCG-630PVC管材擠出工業(yè)生產(chǎn)線
- PVCG-630PVC塑料工業(yè)擠出生產(chǎn)線
- PVCG-630塑料管材工業(yè)擠出生產(chǎn)線
- PVCG-630管材工業(yè)擠出生產(chǎn)線
- PVCG-630工業(yè)管材擠出生產(chǎn)線
- PVCG-630PVC擠出生產(chǎn)線
- PVCG-630PVC管材擠出生產(chǎn)線
- PVCG-630PP管材擠出生產(chǎn)線
- PVCG-630塑料管材擠出機
- PVCG-630工業(yè)塑料管材擠出機
- PVCG-630塑料管材擠出生產(chǎn)線
- PVCG-110管材擠出生產(chǎn)線廠家
- U-PVC管材擠出生產(chǎn)線廠家
- PVCG-630管材擠出生產(chǎn)線
- PVCG-400管材擠出生產(chǎn)線
- PVCG-315管材擠出生產(chǎn)線
- PVCG-160管材擠出生產(chǎn)線
- PVCG-110管材擠出生產(chǎn)線
- 供應U-PVC管材擠出生產(chǎn)線
- U-PVC塑料管材擠出生產(chǎn)線
- U-PVC管材擠出生產(chǎn)線

![]()
![]()
地址:江蘇省張家港市錦豐鎮(zhèn)三興雁行開發(fā)區(qū)
郵編:215600
聯(lián)系人:王先生
電話:0512-58575369
傳真:0512-58578369
手機:13913293352,18915722826
留言:發(fā)送留言
網(wǎng)址:www.oubeite.com
商鋪:http://6868dy.com/st442/
郵編:215600
聯(lián)系人:王先生
電話:0512-58575369
傳真:0512-58578369
手機:13913293352,18915722826
留言:發(fā)送留言
網(wǎng)址:www.oubeite.com
商鋪:http://6868dy.com/st442/