 塑料機械網
塑料機械網


詳細介紹
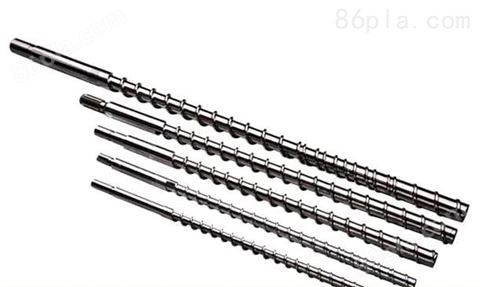
舟山注塑機螺桿機筒 主要參數:
•類型區分:漸變型螺桿,突變型螺桿,通用型螺桿,排氣式注塑機螺桿,預塑化注塑機螺桿,混煉螺桿
•加工范圍:內徑Ф20- Ф250mm
•有效長度:12000mm
•氮化深度:0.50mm -0.80mm
•氮化硬度:850HV以上
•直線度:0.015mm
•鍍鉻厚度:0.03mm -0.10mm
•舟山注塑機螺桿機筒使用塑膠范圍:普通塑料,鏡片,透明外殼,化妝品容器類,透明壓克力,尼龍,(PP、PE、ABS 、AS 、PS、 PVC,PC,PPA,PPO,PPS,PA6T,LCP,ABS防火,電木,PC 玻璃纖維,尼龍 玻璃纖維,磁粉,陶瓷粉,鋁鎂粉,鐵粉)
•材質類型:38CrMoALA,9Cr18MoV,SKD61,新3號鋼,各類雙合金。
造成擠出機螺桿料筒磨損常見的六大原因
1.擠出生產過程中,由于工藝溫度過低或擠出機機筒內隨物料混進金屬異物,會使螺桿的工作轉動扭矩突然增加,這種扭矩力超出螺桿的強度極限,會造成螺桿扭斷。
2.物料中如果有碳酸鈣或玻璃纖維等填充料,會加劇擠出機螺桿和擠出機機筒的磨損。
3.擠出機螺桿在擠出機機筒內轉動、擠出物料,螺桿、機筒和物料三者之間長時間摩擦必然會造成機筒和螺桿的磨損。機筒的內徑會逐漸加大、螺桿的外徑逐漸縮小,這樣,螺桿與機筒的配臺間隙會隨著兩者的逐漸磨損而一點點加大.
4.操作不當,工藝溫度控制不穩定,經常出現被擠出物料分解如pvc分解時放出大量HCI氣體,加劇了對零件的腐蝕。
5.擠出機螺桿或機筒工作表面的熱處理硬度沒有達到要求值,會加快兩零件的磨損。
6.螺桿和擠出機機筒的材料選擇不當,使兩零件的工作強度不夠,會縮短其工作壽命。
 塑料機械網
塑料機械網