


 8
8
當(dāng)前位置:南京科亞化工成套裝備有限公司>>技術(shù)文章>>高效雙螺桿擠出機在色母改性加工中的創(chuàng)新應(yīng)用

高效雙螺桿擠出機在色母改性加工中的創(chuàng)新應(yīng)用
隨著高分子技術(shù)的快速發(fā)展和革新,越來越多的塑料制品在各個行業(yè)的應(yīng)用也越來越廣泛,在航天、汽車、家電、日用、醫(yī)療、食品包裝、建筑、艦船等都能看到塑料制品的大規(guī)模應(yīng)用。人們對產(chǎn)品的要求也越來越高,不光從安全、環(huán)保、以及人性化、外觀等方面提出更高的要求,就要求我們的色母粒也需要與時俱進,不斷的提高產(chǎn)品的安全、質(zhì)量、性能等;也正因為我們的色母粒正好可以給我們的世界帶來更多的環(huán)保且安全的五彩繽紛的視覺盛宴,所以色母粒就像我們做飯時必須有的食鹽一樣*。
色母料是一種高濃縮、高效能的顏色配制品,通過雙螺桿擠出機把超常量的顏料均勻配混后載附于樹脂之中而制得的聚合物的復(fù)合物,毫無疑問,雙螺桿擠出機是色母粒加工的*。
近些年,我國已經(jīng)發(fā)展成為色母粒需求量增長最快的國家,隨著國內(nèi)產(chǎn)能的增長,終端產(chǎn)品對高濃度和超高濃度、多功能性色母要求越來越高。為了解決以往在色母粒加工過程中的關(guān)鍵技術(shù)難題,南京科亞的工程師們通過對雙螺桿擠出機螺桿、筒體等關(guān)鍵部件的創(chuàng)新技術(shù)應(yīng)用,解決了提高色母粒產(chǎn)品的質(zhì)量、減少不同顏色品種切換過程中原材料的浪費等關(guān)鍵技術(shù)瓶頸。
小編這就帶各位探個究竟:
01
多項性能的優(yōu)化
科亞第三代HK系列雙螺桿擠出機齒輪箱——更高的承載能力、更穩(wěn)定的扭矩輸出、更長的使用壽命,為色母粒加工保駕護航。
HK系列機型的螺桿吃料能力更高,可加入更多的物料,即物料在螺桿內(nèi)的填充率大幅提高,如圖1所示,可用h表示物料層的厚度,物料越厚代表填充率越高,產(chǎn)量越大;v代表螺桿轉(zhuǎn)速;在螺桿轉(zhuǎn)速不變、剪切率r因h變大而降低,從而降低了螺桿對物料的剪切率,如圖2所示,物料在螺桿向前推進過程中,越接近外圓,線速度越高,剪切力越強,物料填充率越高物料才會越接近小圓,剪切率才會降低,同時因為物料填充率較高,螺桿和筒體之間的金屬摩擦幾率降低。實現(xiàn)了產(chǎn)品能耗更低、產(chǎn)品質(zhì)量更高、設(shè)備壽命更長、穩(wěn)定性更好。
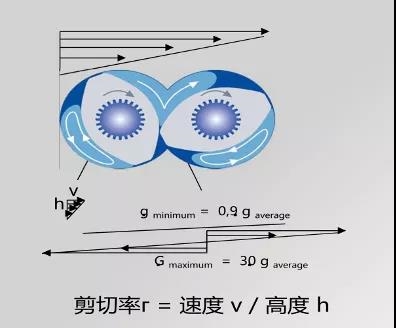
圖1

圖2
02
螺桿表面潤滑性的優(yōu)化
在物料擠出過程中,若最終產(chǎn)品對雜質(zhì)殘留要求較高的情況下(如膜類、XLPE電纜),螺桿在使用過一段時間后需要將螺桿抽出來進行表面清洗,以防止物料碳化粘結(jié)在螺桿表面,尤其是在色母粒作業(yè)過程中,還經(jīng)常需要切換不同顏色,快速置換原料。針對這一類需求,南京科亞研發(fā)出一種螺桿表面噴涂耐磨潤滑層的配方設(shè)計:元件表面硬度達(dá)到HV3500、顏色為黑灰、涂層厚度4.0-6.0(UM)、最高工作溫度900℃、摩擦系數(shù)0.3。提高表面硬度的同時,還保持著良好的涂層韌性、附著力及潤滑性。如圖3所示(左圖為表面噴涂潤滑層的新型螺桿元件,右圖是常規(guī)6542螺桿元件)。
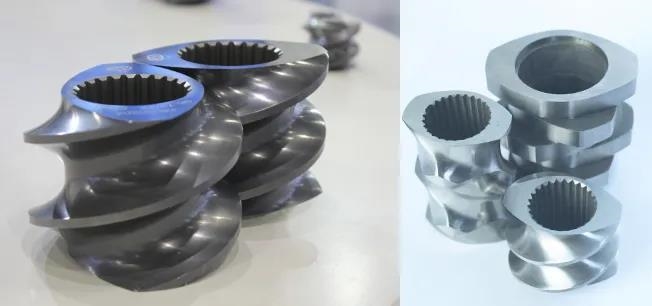
圖3
03
筒體的優(yōu)化設(shè)計與加工工藝的進步
多年來雙螺桿擠出機筒體以C型襯套結(jié)構(gòu)(圖4)和整體襯套結(jié)構(gòu)(圖5)為主,來適應(yīng)多種聚合物的配方作業(yè);在色母作業(yè)過程中,因需要經(jīng)常切換物料,筒體內(nèi)的接縫會導(dǎo)致不同顏色的交叉污染。

圖4

圖5
如圖4所示,C型襯套在套和套之間有一條貫穿整個設(shè)備的接縫,從而導(dǎo)致物料的殘留,切換顏色過程變長;如圖5所示,是填充母粒作業(yè)現(xiàn)場筒體拆除后的整體套,可以看出內(nèi)襯套和筒體的端面已經(jīng)不在一個平面上,其原因是筒體在生產(chǎn)過程中,受熱后筒體本體和襯套的熱膨脹系數(shù)不同導(dǎo)致,所以若采用整體襯套結(jié)構(gòu),在筒體和筒體之間有接縫的存在;也會導(dǎo)致物料的殘留,特別針對最終產(chǎn)品為膜類的作業(yè)物料缺點尤其明顯;針對上述問題,我們開發(fā)了一種金屬燒結(jié)耐磨筒體(圖6)。
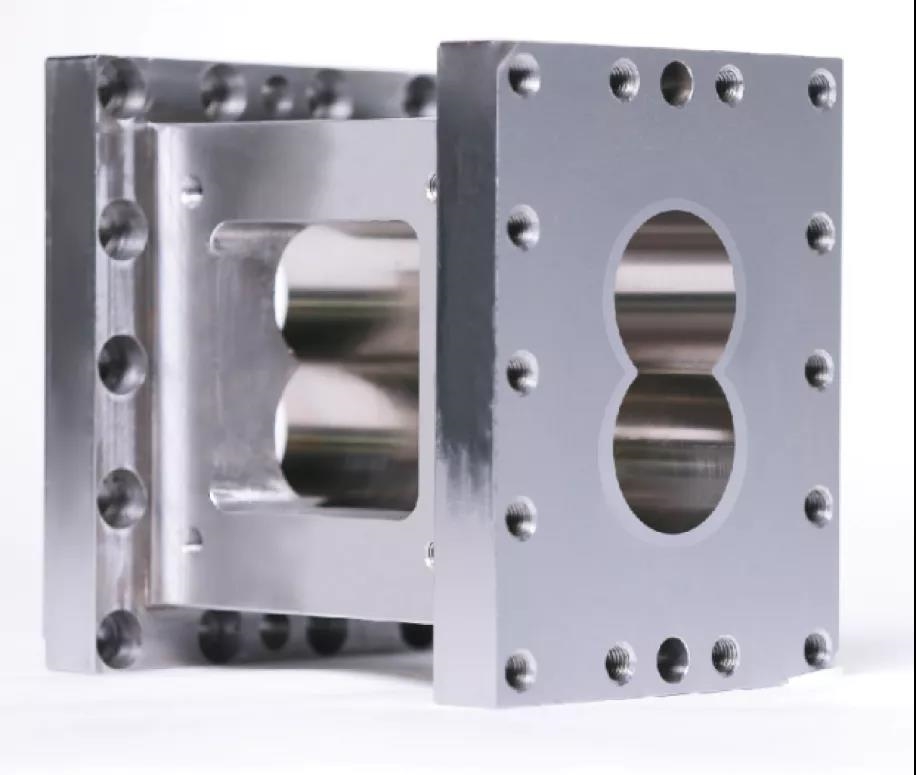
圖6
開創(chuàng)性的采用金屬燒結(jié)技術(shù),將合金粉末經(jīng)過特殊工藝,燒結(jié)在筒體內(nèi)八字孔表面,形成一層均勻致密的合金層,該合金層不但解決了傳統(tǒng)方案的缺陷,且耐腐耐磨性更好,使用壽命長。有效解決了筒體內(nèi)孔的拼接縫的問題,大大提高了不同物料切換的效率。
04
有效能耗降低
科亞開發(fā)了一種全新的筒體冷卻和加熱結(jié)構(gòu),如圖7所示,筒體采用全新的徑向冷卻水道設(shè)計,并使用進口的加熱元件,在提高溫控效率的同時也減少了筒體的溫差分布和熱變形,避免由此產(chǎn)生的局部剪切熱和硬件磨損,提高了設(shè)備和零件的使用壽命。如表1所示;

圖7
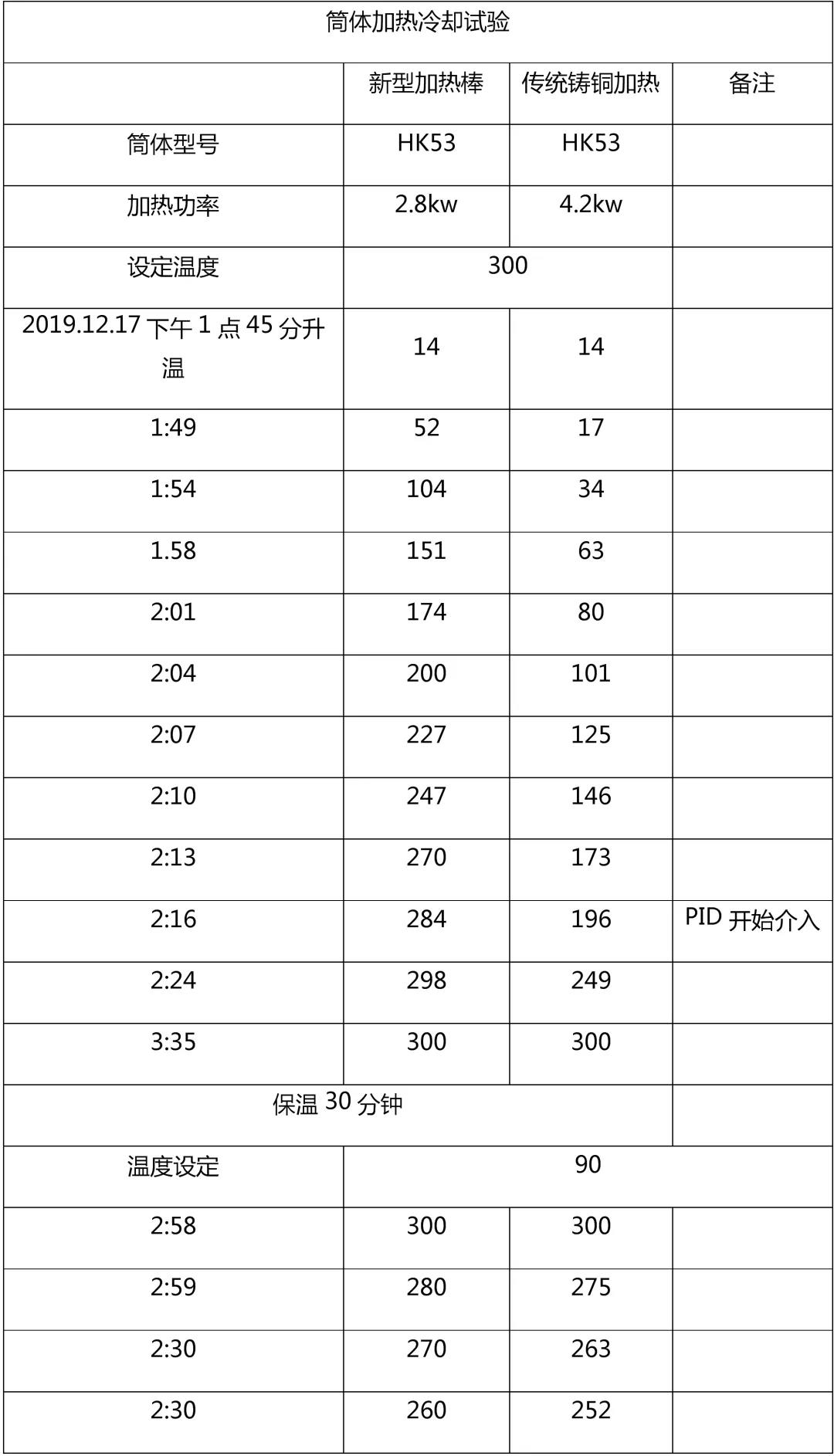
表1
參考測試數(shù)據(jù):設(shè)定雙螺桿擠出機使用工況(絕大部分常規(guī)物料的改性作業(yè)):加料段1~3區(qū)70~80%的時間都是在滿負(fù)載加熱狀態(tài),4~機頭20~30%的時間在加熱;按照上述工況計算:HK53,長徑比44,按照前3節(jié)筒體80%的加熱時間,后7節(jié)30%的加熱時間計算,年開機5000小時計算:
傳統(tǒng)全鑄銅加熱器:
4.2乘3乘0.8乘5000加4.2乘7乘0.3乘5000等于94500 kwh;
新型加熱棒:
2.8乘3乘0.8乘5000加2.8乘7乘0.3乘5000等于63000kWh;
94500-63000=31500度,
全年節(jié)約電耗31500度;
節(jié)能約33%。
科亞第三代HK系列雙螺桿擠出機的技術(shù)革新,引色母行業(yè)應(yīng)用范圍范圍、產(chǎn)能更高、能耗更低的發(fā)展趨勢;將雙螺桿擠出機與多學(xué)科(粉末合金、金屬切削加工、熱處理、陶瓷加熱等)跨界的技術(shù)合作與應(yīng)用,使得HK系列機型更加適合色母行業(yè)加工生產(chǎn);高扭矩和控制系統(tǒng)的應(yīng)用,使得雙螺桿擠出機穩(wěn)定性高,易操作,為色母行業(yè)用戶連續(xù)穩(wěn)定生產(chǎn)提供了可靠保證。