


包膠滾筒是在滾筒包膠制作加工時,按照不同生產企業的物料生產需要,將滾筒的筒身進行鑄膠。包膠滾筒主要分為冷硫化和熱硫化方式,也就是通常所說的冷粘包膠和熱粘包膠。熱粘包膠是將滾筒周圍,均勻的包裹一層完整的膠料,并且熱粘包膠鑄膠的制作的滾筒,在生產作業時的使用效果比較好。
但是熱粘包膠的制作加工成本很高,在生產作業現場,滾筒膠面出現磨損后,輸送機螺栓露出來,將會頂壞膠帶,并且膠面難以立即修補上去。熱粘包膠的制作工藝方法比較復雜,不但維修的時間長,而且生產作業勞動的強度和難度都很大,對生產作業人員的要求也很高,因此難以滿足生產企業大批量生產的需要。
冷硫化鑄膠是在傳動滾筒的上下皮帶之間露出部分,用常溫固化型強力粘合劑將選定的膠料,依次均勻的粘貼在滾筒表面上,從而增大皮帶與滾筒之間的摩擦力。采用冷硫化鑄膠制作方法的滾筒,省去了拆卸滾筒及皮帶的繁重的工作,而且制作工藝簡單,在生產作業生產時省工省力,不但制作加工的成本比較低,而且在生產作業中使用的效果也比較好。冷粘包膠在生產作業時,如果出現滾筒膠面出現出現破損或者是磨損,可以對滾筒進行現場修補。目前冷粘包膠工藝被廣泛應用,因此選擇采用冷粘包膠工藝的滾筒,是現今廠礦企業在生產作業進行物料輸送生產時,所選用的配件之一。
包膠滾筒/錐形滾筒/聚氨酯滾筒/PVC滾筒/PU滾筒
| 滾筒材質 | 內管徑及壁厚 | 外管管徑 最小/ | 筒身長度 | 軸心直徑 | 軸心材質 | 尺寸計算方式 |
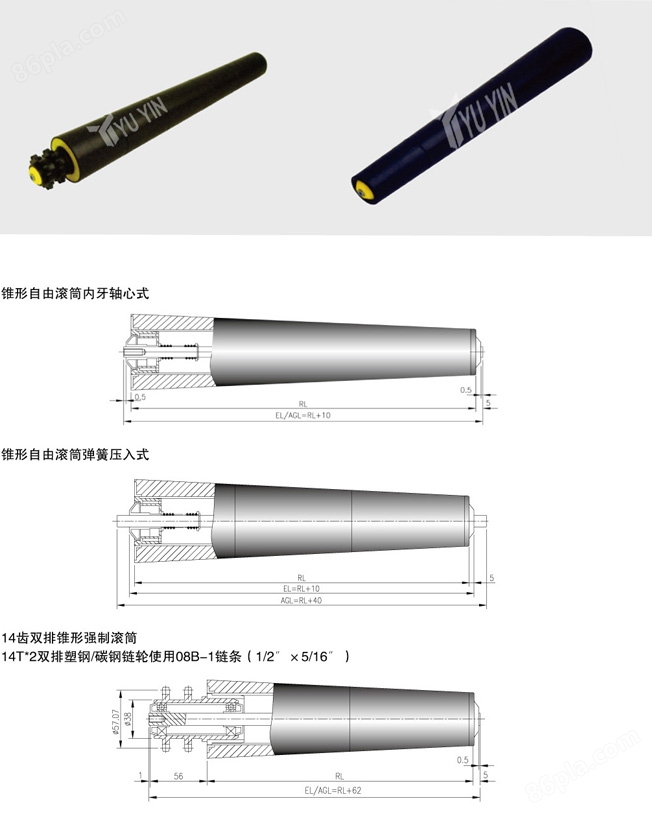
| 鋼制內管外包塑料錐型管 | 50*1.5/50*3.0 | 56/71.2 | 250 | 12 | 碳鋼/不銹鋼 | RL+10mm=AGL (內牙軸心式) |
| 50*1.5/50*3.0 | 52/71.2 | 300 | 12 | 碳鋼/不銹鋼 | RL+10mm=AGL (內牙軸心式) | |
| 50*1.5/50*3.0 | 56/77.6 | 350 | 12 | 碳鋼/不銹鋼 | RL+10mm=AGL (內牙軸心式) | |
| 50*1.5/50*3.0 | 52/77.6 | 400 | 12 | 碳鋼/不銹鋼 | RL+10mm=AGL (內牙軸心式) | |
| 50*1.5/50*3.0 | 56/84 | 450 | 12 | 碳鋼/不銹鋼 | RL+10mm=EL EL+30mm=AGL (彈簧壓入式) | |
| 50*1.5/50*3.0 | 52/84 | 500 | 12 | 碳鋼/不銹鋼 | RL+10mm=EL EL+30mm=AGL (彈簧壓入式) | |
| 50*1.5/50*3.0 | 56/90.4 | 550 | 12 | 碳鋼/不銹鋼 | RL+10mm=EL EL+30mm=AGL (彈簧壓入式) | |
| 50*1.5/50*3.0 | 52/90.4 | 600 | 12 | 碳鋼/不銹鋼 | RL+10mm=EL EL+30mm=AGL (彈簧壓入式) | |
| 50*1.5/50*3.0 | 56/96.8 | 650 | 12 | 碳鋼/不銹鋼 | RL+10mm=EL EL+30mm=AGL (彈簧壓入式) | |
| 50*1.5/50*3.0 | 52/96.8 | 700 | 12 | 碳鋼/不銹鋼 | RL+62mm=AGL (14齒動力雙排) | |
| 50*1.5/50*3.0 | 56/103.2 | 750 | 12 | 碳鋼/不銹鋼 | RL+62mm=AGL (14齒動力雙排) | |
| 50*1.5/50*3.0 | 52/103.2 | 800 | 12 | 碳鋼/不銹鋼 | RL+62mm=AGL (14齒動力雙排) | |
| 50*1.5/50*3.0 | 56/109.6 | 850 | 12 | 碳鋼/不銹鋼 | RL+62mm=AGL (14齒動力雙排) | |
| 50*1.5/50*3.0 | 52/109.6 | 900 | 12 | 碳鋼/不銹鋼 | RL+62mm=AGL (14齒動力雙排) |
















