







聚酯薄膜多層共擠流延復合實驗機
三層共擠流延膜試驗機
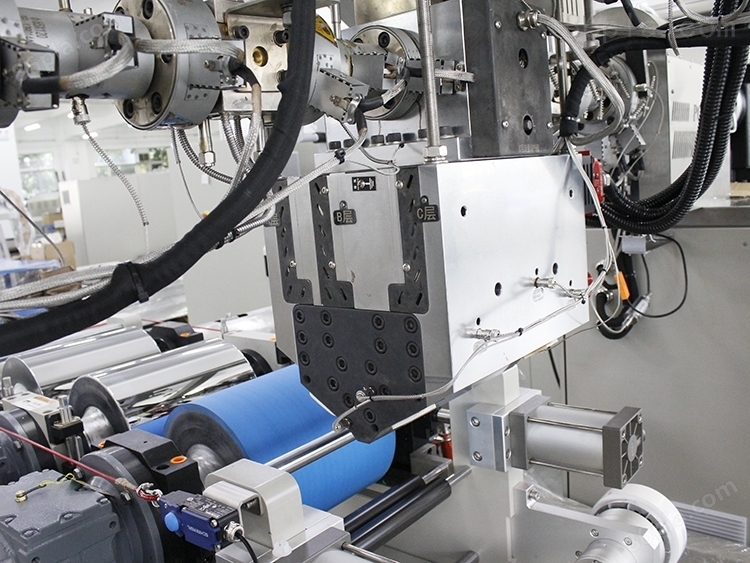
廣州普同功能薄膜多層共擠流延復合實驗線(三層共擠流延膜試驗機)將三種不同種類、不同牌號的塑料通過T型結構模內復合成型模具擠出,呈片狀流延至平穩旋轉的冷卻輥筒的輥面上,膜片在冷卻輥筒上經冷卻降溫定型,再經牽引、切邊后把制品收卷。
技術參數
(一)單螺桿擠出機(3臺)
1.產量:單臺5 kg/H
2.螺桿轉速:100rpm。
3.主螺桿直徑:Φ25mm。
4.長徑比L/D:28。
5.料斗:不銹鋼料斗。
6.機筒工作溫度:350℃。
7.溫度控制精度:±1℃。
(二)快速換網器 過濾精度:10μm
(三)熔體計量泵
1.伺服電機,功率:1kW。
2.泵出力:5CC。
3.聯軸器:伸縮型萬向聯軸器。
4.安全防護:不銹外罩。
5.控制方式:出口熔體壓力閉環控制。
(四)流延模頭(模內復合)
1.適用原料:PP\PE等。
2.模頭寬度300mm。
3.制品厚度:0.05~0.15mm。
4. 結構形式:A/B/C(三層比例可調節:1:1:1)。
5.流道形式:模內衣架式流道。
(五)流延成型機
1.流延輥直徑:Φ300mm。
2.流延輥寬度:350mm。
3.輥冷卻加熱:模溫機。
膠輥1條、流延輥1條、冷卻輥1條、放卷1套、可對壓氣動
(六)電氣控制柜
1.電柜:灰白色柜門,專用電器柜風扇及通風過濾器。
2.控制系統:西門子PLC控制系統。
3.觸摸屏:西門子10英寸觸摸屏,TFT真彩LCD,旋轉式操作盒。
4.控制方式:PLC現場總線集中控制。
5.低壓電器Schneider等
6.模溫機(冷熱一體機)
模內復合流延的研發背景
從使用性能出發,有些膜片需制成多層復合的形式。如有些包裝薄膜要求有良好的氣密性,強度,剛度,耐熱性,熱封合性,用一種材料來滿足這些要求是很難達到的。于是采用多層復合,將各種特性的樹脂以多層疊加的形式,形成復合薄膜。
多層共擠膜優勢
1、薄膜配方優化更合理,材料更好選擇;
2、更好的薄膜物理性能。即使在相同配方和樹脂比重情況下,多層薄膜結構相比少層薄膜結構具有更好的預拉伸、抗穿刺和抗撕裂等物理性能;
3、更容易提升薄膜的產量。
模內復合流延的工作原理
工程塑料多層共擠復合片材之模內復合法采用多料道的機頭,由各擠出機擠出的物料分別進入機頭內的各自流道,最后在接近機頭出口處匯合,形成復合層,從模唇中擠出。這類機頭從進料口到模唇部分都能設置節流排,所以每層的厚度均可以調節,適合于擠出每層都要有精密的厚度和流變性顯著不同的物料的復合薄膜。
聚酯薄膜多層共擠流延復合實驗機















